Rumah
>
produk > Perkakas dan Instrumen Elektronik > Peralatan mesra alam > Acuan Pembasmi Nyamuk Elektrik
produk
- Perkhidmatan Penyesuaian Teras
- Penjagaan Kesihatan
- Perkakas dan Instrumen Elektronik
- Acuan Bekalan Ibu dan Anak
- Sukan Rekreasi
- Seni Kelengkapan Rumah
- Aksesori Auto
- Pengangkutan dan Pergudangan
- Lekapan Pencahayaan
- Peralatan Pembinaan
- Produk Pembungkusan
- Pendidikan & Makmal
- Aksesori Bagasi Pakaian
- Produk Penjagaan dan Pembersihan
- Pertanian & Perhutanan
- Peralatan Mekanikal
- Bekalan Haiwan Kesayangan
- Peralatan dapur








Acuan Pembasmi Nyamuk Elektrik
Ningbo (P&M) Plastic Metal Products Co., Ltd. mempunyai 17 tahun teknologi pembuatan acuan dan boleh menyesuaikan acuan Pembasmi Nyamuk Elektrik. Kami menyediakan perkhidmatan pengacuan Pembasmi Nyamuk Elektrik tersuai profesional, dan kami adalah pengilang pengacuan Pembasmi Nyamuk Elektrik profesional. Kami mempunyai pengalaman yang mencukupi dalam memilih bahan mentah produk dan bahan acuan. Dalam proses menyesuaikan acuan Pembasmi Nyamuk Elektrik, kilang kami boleh menyediakan perkhidmatan sehenti. Kami mempunyai keupayaan reka bentuk dan pengeluaran yang berkaitan dengan pengacuan Repeller Nyamuk Elektrik, seperti: reka bentuk CAD, pembuatan acuan, pengacuan suntikan, pengeluaran produk plastik, pemasangan dan teknologi lain.
Hantar Pertanyaan
Penerangan Produk
Di samping itu, syarikat kami telah menjalin hubungan kerjasama dengan pembekal bahan mentah plastik, pengeluar percetakan, dan lain-lain untuk memastikan bekalan bahan mentah dan kualiti cetakan. Melalui pengalaman kami yang kaya dan rantaian bekalan yang sempurna, syarikat kami boleh menyediakan pelanggan dengan produk acuan Pembasmi Nyamuk Elektrik tersuai berkualiti tinggi untuk memenuhi keperluan khusus mereka. Pada masa yang sama, kami mempunyai 10 tahun pengalaman perkhidmatan perdagangan asing profesional, memahami proses perdagangan asing, dan memberi perkhidmatan yang lebih baik kepada pelanggan kami. Untuk produk pengacuan Repeller Nyamuk Elektrik, kami boleh membuat bahagian plastik yang sepadan, yang kebanyakannya dilakukan melalui acuan suntikan.




Prinsip teras yang mengawal proses pembuatan acuan untuk penghalau nyamuk elektrik ialah: menyelaraskan dengan fungsi produk, memastikan ketepatan dan kestabilan, meningkatkan kecekapan pengeluaran dan memanjangkan jangka hayat acuan. Keseluruhan proses boleh dibahagikan secara meluas kepada tujuh peringkat teras: penyediaan awal dan analisis produk; reka bentuk acuan; penyediaan bahan acuan dan pra-rawatan; pemesinan ketepatan komponen acuan; pemasangan acuan; percubaan acuan dan penyahpepijatan; dan penerimaan dan penghantaran acuan. Setiap peringkat berkait rapat; kualiti peringkat sebelumnya secara langsung memberi kesan kepada kemajuan langkah seterusnya. Sebarang pengawasan dalam satu peringkat boleh mengakibatkan acuan dibuang atau produk akhir gagal memenuhi piawaian kualiti. Oleh itu, adalah penting untuk mematuhi protokol operasi piawai sepanjang keseluruhan proses, menyesuaikan semua tugas dengan ciri khusus produk penghalau nyamuk elektrik.
Peringkat 1: Penyediaan Awal dan Analisis Produk. Ini merupakan prasyarat asas untuk pembuatan acuan; objektif terasnya adalah untuk mentakrifkan dengan jelas keperluan produk dan menganalisis struktur produk secara menyeluruh, dengan itu menyediakan asas saintifik untuk reka bentuk dan pemesinan acuan seterusnya. Pertama, pasukan pembuatan acuan mesti berhubung dengan pasukan reka bentuk produk untuk mendapatkan dokumentasi produk yang komprehensif untuk penghalau nyamuk elektrik. Ini termasuk model produk 3D, lukisan kejuruteraan 2D, spesifikasi bahan, toleransi dimensi, piawaian estetik, keperluan pemasangan dan parameter fungsi. Perhatian khusus mesti diberikan kepada toleransi dimensi; untuk kawasan kritikal—seperti jahitan perumah, lubang pelekap untuk elemen pemanas dan antara muka untuk botol penghalau cecair—biasanya toleransi perlu dikawal dalam lingkungan ±0.02 mm. Kawalan ketat ini menghalang isu seperti jurang yang berlebihan dalam jahitan perumahan, pemasangan elemen pemanas yang longgar atau kebocoran cecair yang disebabkan oleh sisihan dimensi. Pada masa yang sama, bahan produk tertentu mesti ditakrifkan dengan jelas. Perumah penghalau nyamuk elektrik biasanya dihasilkan menggunakan plastik ABS, yang tidak toksik, tidak berbau, mempunyai kekuatan mekanikal yang tinggi, mudah dibentuk dan mempamerkan rintangan haba yang mencukupi—menjadikannya sesuai untuk produk yang terdedah kepada persekitaran terma suhu rendah. Botol atau takungan penghalau cecair biasanya diperbuat daripada plastik PP, yang menawarkan rintangan kakisan dan sifat pengedap yang sangat baik, dengan berkesan menghalang kebocoran cecair penghalau. Komponen yang bersentuhan langsung dengan elemen pemanas—seperti tapak pemanasan—boleh menggunakan plastik PC atau plastik ABS yang diubah suai, yang menawarkan rintangan haba yang unggul, dengan itu memastikan bahagian tersebut kekal bebas daripada ubah bentuk atau penuaan walaupun selepas penggunaan berpanjangan.
Semasa fasa analisis produk, tumpuan utama adalah untuk menyahbina ciri-ciri struktur penghalau nyamuk elektrik dan, bersama-sama dengan keperluan fungsinya, menganalisis cabaran khusus yang berkaitan dengan proses pengacuan. Sebagai contoh, perumah bahagian bawah ubat nyamuk elektrik jenis cecair biasanya mempunyai slot pelekap untuk botol cecair, tebuk untuk batang elemen pemanas dan antara muka untuk kord kuasa. Sesetengah produk turut menyertakan ciri struktur seperti lubang pelekap lampu penunjuk dan ceruk butang. Terutamanya, slot pelekap botol cecair memerlukan tahap integriti pengedap yang tinggi untuk mengelakkan kebocoran cecair penghalau; akibatnya, rongga yang sepadan dalam acuan mesti mempunyai kemasan permukaan yang luar biasa dan ketepatan dimensi. Tambahan pula, ketepatan kedudukan penembusan untuk rod elemen pemanas adalah kritikal; sisihan yang berlebihan dalam penempatannya boleh mengakibatkan pemasangan rod yang condong, dengan itu menjejaskan kedua-dua prestasi pemanasan dan kecekapan pemeruapan penghalau. Penutup atas peranti penghalau nyamuk elektrik yang menggunakan tikar penghalau biasanya menampilkan pelbagai lubang pengudaraan yang padat—dicirikan oleh diameter minit dan pengedaran seragamnya. Reka bentuk acuan untuk komponen tersebut memerlukan penciptaan pin teras langsing yang sepadan; pada masa yang sama, pertimbangan yang teliti mesti diberikan untuk memastikan pembongkaran lancar untuk mengelakkan pin teras daripada patah atau produk siap daripada mempamerkan burr. Lebih-lebih lagi, perumah peranti penghalau nyamuk elektrik tertentu menggabungkan struktur saling mengunci—seperti pemasangan snap dan slot—untuk memudahkan pemasangan dan pengancing selamat bahagian atas dan bawah perumahan. Untuk berjaya membentuk ciri-ciri rumit ini, reka bentuk acuan mesti menggabungkan mekanisme penarik teras sisi; keperluan ini merupakan salah satu cabaran utama dan titik fokus kritikal dalam reka bentuk dan pembuatan acuan untuk peranti penghalau nyamuk elektrik.
Pada masa yang sama, fasa ini memerlukan penyelesaian penyelidikan pasaran dan analisis kos. Berdasarkan unjuran jumlah pengeluaran produk, penentuan mesti dibuat mengenai konfigurasi acuan yang sesuai—khususnya, sama ada untuk menggunakan acuan rongga tunggal atau acuan berbilang rongga. Untuk larian pengeluaran berskala besar, acuan berbilang rongga adalah pilihan utama, kerana ia boleh meningkatkan kecekapan pengeluaran dengan ketara; sebaliknya, untuk kelompok pengeluaran yang lebih kecil, acuan rongga tunggal digunakan untuk meminimumkan kos pembuatan acuan. Tambahan pula, adalah penting untuk menggariskan pencapaian penting, piawaian teknikal dan tanda aras kualiti untuk proses pembuatan acuan secara sistematik. Ini memerlukan penggubalan jadual pengeluaran yang komprehensif dan dengan jelas menetapkan individu yang bertanggungjawab untuk setiap peringkat tertentu, dengan itu memastikan pembuatan acuan berjalan dengan teratur dan cekap.
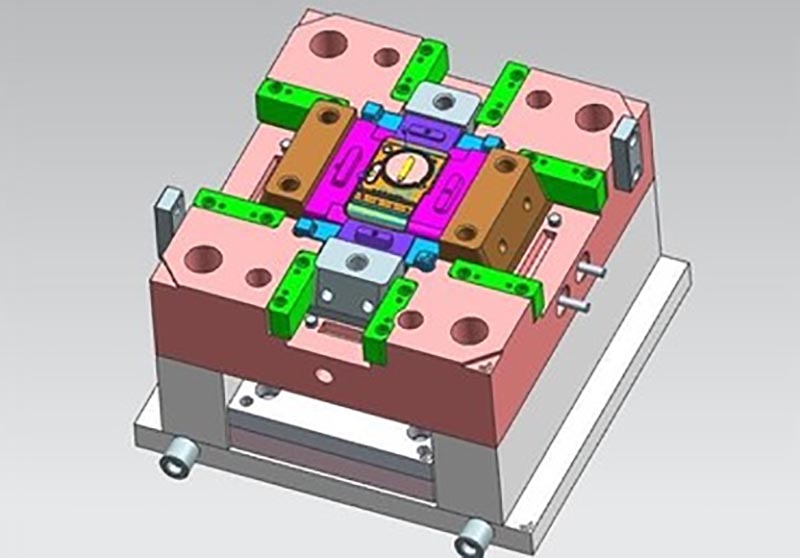
Fasa Kedua: Peringkat Reka Bentuk Acuan. Ini merupakan fasa teras proses pembuatan acuan, kerana ia secara langsung menentukan integriti struktur, ketepatan dimensi, dan kecekapan pengeluaran acuan siap. Berdasarkan penemuan yang diperoleh daripada analisis produk awal, kerja reka bentuk dilaksanakan menggunakan pakej perisian reka bentuk acuan khusus (seperti UG, Pro/E, AutoCAD, dll.). Dalam konteks ini, modul "Mold Wizard" perisian UG digunakan secara meluas dalam reka bentuk acuan untuk peranti penghalau nyamuk elektrik, membolehkan pelaksanaan tugas kritikal yang cekap seperti reka bentuk garisan pemisah dan pemodelan rongga acuan dan teras. Proses reka bentuk acuan mesti mematuhi satu set prinsip panduan dengan tegas: "kekukuhan struktur, pematuhan kepada piawaian ketepatan, fungsi pembongkaran yang lancar, dan kemudahan penyelenggaraan." Secara fungsional, fasa ini dibahagikan kepada dua komponen berbeza: reka bentuk proses pengacuan dan reka bentuk struktur acuan. Reka bentuk proses pengacuan berfungsi sebagai asas reka bentuk acuan; ia memerlukan penentuan parameter proses pengacuan khusus berdasarkan bahan, struktur dan dimensi komponen penghalau nyamuk elektrik. Sebagai contoh, suhu acuan untuk plastik ABS biasanya dikawal dalam julat 180–220°C, dengan tekanan suntikan 80–120 MPa dan suhu acuan 50–60°C; jika kilauan permukaan yang tinggi diperlukan untuk produk, suhu acuan boleh dinaikkan kepada 60–80°C. Untuk plastik PP, suhu acuan ialah 170–210°C, tekanan suntikan ialah 70–100 MPa, dan suhu acuan dikawal pada 20–40°C. Pada masa yang sama, kadar pengecutan bahan mesti dianalisis: Plastik ABS biasanya menunjukkan kadar pengecutan 0.5%–0.8%, manakala plastik PP mempunyai kadar 1.0%–2.0%. Apabila mereka bentuk rongga acuan, elaun yang sesuai mesti dimasukkan berdasarkan kadar pengecutan ini untuk memastikan bahawa dimensi produk acuan memenuhi spesifikasi reka bentuk. Tambahan pula, skim reka bentuk untuk sistem gating mesti diwujudkan; memandangkan komponen untuk penghalau nyamuk elektrik kebanyakannya adalah bahagian kecil berdinding nipis, sistem gating harus menggunakan reka bentuk pintu halus untuk mengelakkan tanda pintu daripada menjejaskan daya tarikan estetik produk, sambil pada masa yang sama memastikan aliran cair yang lancar dan meminimumkan kecacatan acuan seperti garisan kimpalan dan tanda sinki. Bagi komponen yang memaparkan lubang pengudaraan atau tebuk yang rumit, sistem pengudaraan yang direka dengan baik adalah penting untuk memudahkan pemindahan gas yang terhasil tepat pada masanya semasa proses pengacuan, dengan itu mengelakkan kecacatan seperti gelembung udara dan pukulan pendek.
Reka bentuk struktur acuan membentuk teras fasa reka bentuk; ia memerlukan penyepaduan konfigurasi struktur produk dengan keperluan proses pengacuan untuk melengkapkan keseluruhan reka bentuk struktur acuan—merangkumi reka bentuk rongga, teras, asas acuan, mekanisme panduan, mekanisme lenting, mekanisme penarikan teras sisi, sistem penyejukan dan bahagian konstituen lain. Rongga dan teras berfungsi sebagai komponen pembentuk utama acuan; geometri mereka mesti meniru dengan tepat kontur luaran komponen penghalau nyamuk elektrik. Memandangkan keperluan ketepatan yang sangat tinggi yang terlibat, komponen ini mesti dimodelkan dengan ketepatan yang tepat berdasarkan model digital 3D produk. Selain itu, kekasaran permukaan komponen ini mesti mencapai piawaian Ra 0.12 μm atau lebih halus untuk memastikan produk acuan yang terhasil mempunyai kemasan permukaan yang licin tanpa burr. Sebagai rangka kerja asas acuan, asas acuan mesti dipilih untuk memiliki kekuatan yang mencukupi dan ketegaran yang sangat baik; bahan yang paling biasa digunakan untuk asas acuan ialah 45 keluli. Selepas menjalani rawatan pelindapkejutan dan pembajaan, kekerasan dan rintangan hausnya dipertingkatkan, dengan itu memastikan acuan kekal bebas daripada ubah bentuk semasa penggunaan berpanjangan.
Mekanisme panduan berfungsi untuk memastikan penjajaran yang tepat apabila acuan ditutup, mengelakkan salah jajaran antara bahagian acuan atas dan bawah yang boleh mengakibatkan penolakan produk. Biasanya, ini dicapai melalui gabungan tiang panduan dan sesendal pemandu; kelegaan antara tiang dan sesendal mesti dikawal ketat dalam julat 0.01–0.03 mm. Selain itu, pin pengesanan mesti digabungkan untuk meningkatkan lagi ketepatan kedudukan. Mekanisme lenting bertanggungjawab untuk merobohkan produk sebaik sahaja ia terbentuk. Kaedah lenting yang sesuai mesti dipilih berdasarkan ciri-ciri struktur khusus produk. Untuk perumahan penghalau nyamuk elektrik, lontar pin sering digunakan; penempatan pin ejektor mesti diposisikan dengan teliti untuk mengelakkan kawasan berfungsi kritikal dan permukaan luar produk yang kelihatan, dengan itu menghalang penampilan tanda lenting yang tidak sedap dipandang. Untuk komponen yang menampilkan geometri yang lebih kompleks, kaedah seperti lontar plat penjalur atau lontar pin bersudut boleh digunakan untuk memastikan pembongkaran lancar tanpa menyebabkan kerosakan pada produk.
Mekanisme penarik teras sisi merupakan titik fokus kritikal dalam reka bentuk acuan untuk penghalau nyamuk elektrik. Fungsi utamanya ialah untuk membentuk ciri sisi pada produk—seperti tab pasang snap, slot dan lubang sisi—contohnya termasuk apertur sisi untuk kord kuasa pada perumah bahagian bawah dan pelbagai tab pasang snap pada selongsong luar. Kaedah yang biasa digunakan ialah mekanisme penarik teras pin panduan bersudut. Reka bentuknya memerlukan pengiraan yang tepat mengenai sudut kecondongan, panjang dan jarak lejang pin panduan bersudut untuk memastikan penarikan balik teras yang lancar dan pengembalian tepat ke kedudukan asal. Tambahan pula, mekanisme penguncian mesti digabungkan untuk mengelakkan sebarang peralihan teras sisi yang tidak disengajakan semasa penutupan acuan, yang sebaliknya boleh menjejaskan ketepatan dimensi produk akhir. Sistem penyejukan direka bentuk untuk mengawal suhu acuan, memudahkan penyejukan pantas dan pemejalan bahan cair untuk meningkatkan kecekapan pengeluaran sambil meminimumkan pengecutan dan ubah bentuk produk secara serentak. Saluran penyejukan mesti mengikut kontur kedua-dua rongga acuan dan teras, memastikan pengedaran seragam yang mengekalkan suhu yang konsisten di semua bahagian acuan. Untuk komponen yang memerlukan tahap kedap udara yang tinggi—seperti botol penghalau cecair—reka bentuk sistem penyejukan memerlukan ketepatan yang lebih besar untuk mengelakkan penyejukan yang tidak sekata daripada mendorong produk melengkung atau ubah bentuk. Setelah selesai fasa reka bentuk, skema reka bentuk acuan mesti menjalani semakan menyeluruh. Ini melibatkan penggunaan teknologi analisis aliran acuan CAE untuk mensimulasikan keseluruhan proses pengisian cair, penyejukan dan pengecutan. Dengan meramalkan potensi kecacatan yang mungkin timbul semasa proses pengacuan—seperti garisan kimpalan, tanda sinki dan meledingkan—struktur acuan dan parameter proses boleh dioptimumkan berdasarkan hasil analisis, dengan itu mengurangkan bilangan percubaan acuan dan menurunkan kos pembuatan acuan. Pada masa yang sama, lukisan pemasangan acuan terperinci dan lukisan pemesinan komponen mesti dirangka, dengan jelas menyatakan dimensi, had terima, bahan dan keperluan pemesinan untuk setiap bahagian individu untuk menyediakan asas yang muktamad untuk operasi pembuatan dan pemasangan berikutnya.
Fasa III: Penyediaan Bahan Acuan dan Pra-rawatan. Pemilihan dan pra-rawatan bahan acuan secara langsung memberi kesan kepada kekerasan acuan, rintangan haus, hayat perkhidmatan dan ketepatan pemesinan. Oleh itu, berdasarkan keperluan operasi khusus dan kerumitan pemesinan acuan penghalau nyamuk elektrik, bahan yang sesuai mesti dipilih dan tertakluk kepada pra-rawatan yang ketat. Komponen acuan teras—seperti rongga, teras, pin panduan bersudut dan pin ejektor—memerlukan penggunaan keluli acuan berkekuatan tinggi dan tahan haus tinggi. Pilihan yang biasa digunakan termasuk keluli pra-keras seperti P20, 718H, dan NAK80. Antaranya, keluli P20 menawarkan kebolehmesinan yang sangat baik dan sifat mekanikal yang komprehensif, mencapai kekerasan HRC 30–36; ia sesuai untuk acuan penghalau nyamuk elektrik yang memerlukan ketepatan standard. Keluli 718H mempunyai kekerasan yang lebih tinggi (HRC 38–42), bersama-sama dengan rintangan haus dan keliatan yang unggul, menjadikannya sesuai untuk acuan yang bertujuan untuk pengeluaran volum tinggi atau yang mempunyai keperluan ketepatan yang ketat. Keluli NAK80 ialah keluli pra-keras, boleh digilap yang mampu mencapai kemasan permukaan yang tinggi tanpa memerlukan rawatan penggilapan seterusnya; ia paling sesuai untuk acuan di mana kualiti estetik produk akhir adalah keperluan kritikal. Komponen tambahan—seperti tapak acuan, tiang pemandu dan sesendal pemandu—boleh dibuat menggunakan keluli 45# atau keluli 40Cr, yang menjalani rawatan pelindapkejutan dan pembajaan untuk meningkatkan kekuatan dan ketegarannya.
Setelah penyediaan bahan selesai, fasa pra-rawatan bermula, terutamanya melibatkan proses seperti penempaan, penyepuhlindapan, dan pelindapkejutan dan pembajaan. Objektif penempaan adalah untuk memperhalusi struktur mikro dalaman bahan, menghapuskan kecacatan seperti keliangan dan kelonggaran, dan meningkatkan ketumpatan dan keliatan bahan, dengan itu memastikan komponen acuan tidak patah semasa pemesinan atau penggunaan operasi berikutnya. Objektif penyepuhlindapan adalah untuk mengurangkan kekerasan bahan, meningkatkan kebolehmesinan, dan meminimumkan haus alatan semasa pemprosesan, pada masa yang sama melegakan tekanan dalaman untuk mengelakkan ubah bentuk semasa pemesinan dan peringkat rawatan haba berikutnya. Untuk keluli acuan, penyepuhlindapan spheroidizing biasanya digunakan; bahan dipanaskan hingga 750–780°C, dipegang pada suhu ini untuk tempoh tertentu, dan kemudian perlahan-lahan disejukkan. Proses ini mengubah struktur mikro dalaman menjadi pearlit sferoid, mengurangkan kekerasan kepada HB 200–220 dan dengan itu memudahkan operasi pemotongan seterusnya. Pelindapkejutan dan pembajaan—proses rawatan haba yang digunakan terutamanya pada asas acuan dan komponen tambahan—melibatkan pemanasan bahan kepada 850–880°C, menahannya pada suhu ini sebelum pelindapkejutan, dan kemudian memanaskannya semula kepada 550–600°C untuk pembajaan. Proses ini memberikan kekuatan dan keliatan yang sangat baik kepada bahan, dengan kekerasan dikawal dalam julat HRC 28–32, dengan itu memastikan ketegaran dan kestabilan asas acuan.
Setelah selesai fasa prarawatan, bahan mesti menjalani pemeriksaan dimensi dan penilaian kualiti permukaan untuk memastikan dimensinya memenuhi spesifikasi pemprosesan dan permukaannya bebas daripada kecacatan seperti retak, calar atau skala. Mana-mana bahan yang tidak mematuhi mesti diganti dengan segera untuk mengelakkan sebarang kesan buruk terhadap kualiti peringkat pemprosesan berikutnya.
Fasa 4: Pemesinan Ketepatan Komponen Acuan. Ini merupakan peringkat kritikal di mana pelan tindakan reka bentuk diterjemahkan ke dalam komponen fizikal yang ketara. Berdasarkan keperluan pemprosesan khusus setiap komponen acuan, peralatan dan teknik pemesinan yang sesuai mesti dipilih, dengan kawalan ketat digunakan untuk memastikan ketepatan pemesinan dan kualiti permukaan. Komponen untuk acuan penghalau nyamuk elektrik memerlukan ketepatan pemesinan yang tinggi dan melibatkan urutan pemprosesan yang kompleks, terutamanya terdiri daripada peringkat pemesinan kasar, separuh kemasan, kemasan dan rawatan permukaan. Peralatan yang biasa digunakan untuk operasi ini termasuk mesin pengilangan CNC, mesin pelarik CNC, mesin Pemesinan Nyahcas Elektrik (EDM), mesin Pemesinan Nyahcas Elektrik Wayar (WEDM), mesin pengisar dan mesin penggilap.
Objektif utama fasa pemesinan kasar adalah untuk mengeluarkan bahan berlebihan dan membentuk kontur awal komponen, dengan itu meletakkan asas untuk operasi kemasan berikutnya. Pemesinan kasar biasanya dilakukan menggunakan mesin pengilangan CNC atau mesin pengilangan konvensional. Semasa proses ini, elaun penamat 0.3–0.5 mm mesti dikhaskan; tambahan pula, kelajuan pemesinan dan kadar suapan mesti dikawal dengan teliti untuk mengelakkan ubah bentuk bahan yang disebabkan oleh tegasan akibat pemesinan yang berlebihan. Untuk komponen yang memaparkan geometri kompleks—seperti rongga acuan dan teras—rawatan penuaan dilakukan berikutan pemesinan kasar untuk melegakan tekanan dalaman dan seterusnya meminimumkan potensi ubah bentuk semasa peringkat kemasan berikutnya. Peringkat separuh kemasan terutamanya melibatkan menapis kontur komponen dan membetulkan ralat yang dihasilkan semasa pemesinan kasar, dengan itu mendekatkan dimensi dan geometri bahagian kepada spesifikasi reka bentuk. Operasi separuh siap biasanya menggunakan peralatan seperti mesin pengilangan CNC dan pelarik CNC, mengekalkan toleransi pemesinan dalam lingkungan ±0.05 mm. Pada masa yang sama, kawasan kritikal komponen menjalani deburring awal untuk membuang burr pemesinan. Untuk komponen yang menampilkan permukaan melengkung yang kompleks atau struktur mikro yang rumit—seperti pin teras bolong pada penutup atas peranti penghalau nyamuk elektrik, atau tiang panduan bersudut dalam mekanisme tarikan teras sisi—peringkat separuh kemasan memerlukan penggunaan peralatan pemesinan CNC berketepatan tinggi untuk memastikan ketepatan dimensi ciri struktur ini.
Peringkat penamat membentuk fasa penting untuk menjamin ketepatan acuan; ia menuntut penggunaan peralatan pemesinan berketepatan tinggi dan kawalan ketat ke atas kedua-dua ketepatan pemesinan dan kualiti permukaan. Untuk komponen teras seperti rongga acuan dan teras, operasi penamat mungkin menggunakan peralatan termasuk mesin pengilangan CNC serentak 5 paksi, mesin Pemesinan Nyahcas Elektrik (EDM) dan mesin EDM potong wayar. Antaranya, mesin pengilangan CNC serentak 5 paksi membolehkan pemesinan ketepatan tinggi permukaan melengkung kompleks, mencapai toleransi pemesinan sehingga ±0.005 mm dan kekasaran permukaan Ra 0.08 μm. Mesin EDM digunakan terutamanya untuk mesin struktur kompleks dan ciri-ciri rumit dalam rongga dan teras; dengan menggunakan nyahcas percikan antara elektrod dan bahan kerja untuk menghakis bahan logam, ia mencapai toleransi pemesinan sehingga ±0.002 mm dan mampu memproses keluli acuan kekerasan tinggi. Mesin EDM potong wayar kebanyakannya digunakan untuk mesin komponen seperti sisipan acuan dan tiang panduan bersudut, membolehkan pemesinan ketepatan tinggi kedua-dua profil linear dan melengkung; khususnya, EDM potong wayar suapan perlahan boleh mencapai toleransi pemesinan sehingga ±0.001 mm dan kekasaran permukaan Ra 0.05 μm.
Setelah selesai peringkat penamat, komponen menjalani proses rawatan permukaan, terutamanya termasuk penggilap dan nitriding. Objektif penggilap adalah untuk meningkatkan kemasan permukaan komponen, dengan itu memastikan bahawa produk acuan yang terhasil mempunyai permukaan licin dan bebas calar. Proses penggilapan memerlukan penggunaan alat penggilap yang semakin halus secara progresif—bermula daripada penggilap kasar hingga penggilap halus—sehingga kekasaran permukaan rongga acuan dan teras mencapai standard Ra 0.12 μm atau lebih baik. Untuk komponen yang memerlukan integriti pengedap yang tinggi—seperti botol ubat cecair—kekasaran permukaan mesti memenuhi piawaian yang lebih ketat iaitu Ra 0.08 μm atau lebih baik. Rawatan nitriding digunakan terutamanya untuk meningkatkan kekerasan permukaan dan rintangan haus komponen acuan, dengan itu memanjangkan hayat perkhidmatan acuan. Biasanya, proses nitriding gas digunakan: komponen diletakkan dalam relau nitriding di mana, pada suhu 500–550°C, gas ammonia diperkenalkan. Ini menyebabkan atom nitrogen meresap ke dalam permukaan komponen, membentuk lapisan nitrided keras dengan kekerasan permukaan melebihi HV850. Yang penting, proses ini tidak menjejaskan keliatan dalaman komponen, dengan itu menghalang haus dan ubah bentuk semasa operasi.
Sepanjang proses pembuatan, setiap komponen menjalani pemeriksaan kualiti yang ketat. Peralatan pemeriksaan—seperti angkup, mikrometer, penunjuk dail dan mesin pengukur koordinat (CMM)—digunakan untuk mengesahkan dimensi, toleransi, kekasaran permukaan dan parameter lain, memastikan pematuhan ketat dengan spesifikasi reka bentuk. Komponen yang tidak mematuhi sama ada diolah semula atau dibuang untuk menghalangnya daripada meneruskan ke peringkat pemasangan seterusnya.
Peringkat 5: Pemasangan Acuan. Pemasangan acuan ialah proses mengintegrasikan pelbagai komponen siap ke dalam acuan lengkap mengikut spesifikasi reka bentuk. Ketepatan pemasangan secara langsung memberi kesan kepada ketepatan penutup acuan, kelancaran lentingan dan kecekapan pengeluaran keseluruhan. Akibatnya, proses pemasangan mematuhi prinsip "memasang ciri datum dahulu, diikuti dengan butiran; dan memasang komponen dalaman terlebih dahulu, diikuti oleh yang luaran." Ini melibatkan penggunaan alat dan teknik pemasangan khusus untuk mengekalkan kawalan ketat ke atas kualiti pemasangan.
Sebelum pemasangan, semua komponen menjalani proses pembersihan menyeluruh untuk membuang bahan cemar permukaan—seperti kotoran minyak, serpihan logam dan habuk—yang sebaliknya boleh menjejaskan ketepatan pemasangan dan hayat perkhidmatan acuan. Pada masa yang sama, dimensi dan kualiti permukaan setiap komponen diperiksa untuk memastikan ia memenuhi spesifikasi sebelum pemasangan dimulakan. Langkah awal pemasangan melibatkan pemasangan asas acuan; ini memerlukan pemasangan komponen seperti plat acuan atas dan bawah, tiang pemandu, dan sesendal pemandu. Kelegaan antara tiang panduan dan sesendal dilaraskan dengan teliti untuk memastikan penutupan acuan yang licin, bebas daripada halangan dan penjajaran yang tepat. Pemasangan tiang pemandu dan sesendal biasanya menggunakan kesesuaian gangguan untuk memastikan sambungan yang selamat, dan pelincir digunakan pada permukaan mengawannya untuk memudahkan operasi yang lancar.
... minyak untuk mengurangkan haus.
Seterusnya, rongga dan teras dipasang. Rongga dan teras yang dimesin diikat pada asas acuan menggunakan sama ada sambungan berbolted atau press-fit, memastikan lampiran yang kukuh dan bebas goyangan. Pemasangan rongga dan teras mesti mematuhi spesifikasi reka bentuk dengan ketat; keserasian dan kerataan mereka mesti dilaraskan untuk memastikan pengawan yang tepat semasa penutupan acuan, dengan itu mengelakkan salah jajaran yang boleh mengakibatkan produk terbuang. Setelah selesai pemasangan, kelegaan mengawan antara rongga dan teras mesti diperiksa. Kelegaan ini harus dikekalkan dalam julat 0.01–0.03 mm untuk mengelakkan kebocoran bahan cair sambil mengelakkan mampatan berlebihan yang boleh merosakkan komponen.
Selepas itu, mekanisme tambahan—seperti sistem lenting, mekanisme tarikan teras teras, sistem penyejukan dan sistem gating—dipasang. Untuk sistem lenting, kedudukan dan ketinggian pin ejektor mesti dilaraskan untuk memastikan ia mengeluarkan produk dengan lancar dan kembali tepat ke kedudukan asalnya selepas dikeluarkan. Kelegaan antara pin ejektor dan lubang yang sepadan mesti dikawal dalam lingkungan 0.01–0.02 mm untuk mengelakkan kebocoran bahan. Untuk mekanisme tarikan teras-sisi, sudut kecondongan pin panduan bersudut dan lejang penarik teras mesti dilaraskan untuk memastikan pengekstrakan lancar dan pengembalian yang tepat; mekanisme penguncian mesti diikat dengan selamat untuk mengelakkan teras sisi daripada beralih semasa penutupan acuan. Untuk sistem penyejukan, semua sambungan saluran paip mesti selamat dan bebas bocor, dan sentuhan antara saluran paip dan rongga/teras mesti dioptimumkan untuk memastikan kecekapan penyejukan seragam. Untuk sistem gating, kedudukan dan dimensi pintu pagar mesti dilaraskan untuk memastikan pengisian bahan cair yang lancar dan peralihan yang lancar antara pintu pagar dan rongga, dengan itu meminimumkan tanda pintu.
Setelah pemasangan selesai, proses penyahpepijatan yang komprehensif diperlukan. Acuan dibuka dan ditutup secara manual untuk mengesahkan ketepatan penutupannya, kelancaran pelepasan, dan operasi disegerakkan semua mekanisme, memastikan acuan berfungsi dengan betul. Pada masa yang sama, integriti pengedap acuan mesti disahkan melalui ujian tekanan untuk mengesahkan bahawa sistem penyejukan dan gating bebas daripada kebocoran. Sebarang isu yang dikenal pasti semasa proses ini mesti ditangani dengan segera melalui pelarasan atau kerja semula sehingga pemasangan acuan memenuhi semua piawaian kualiti. Fasa 6: Percubaan Acuan dan Nyahpepijat. Ini merupakan peringkat kritikal untuk mengesahkan kualiti dan prestasi acuan. Semasa fasa ini, bahagian sampel dihasilkan melalui percubaan; sampel ini kemudiannya diperiksa untuk pelbagai metrik—termasuk dimensi, rupa dan kefungsian. Berdasarkan keputusan percubaan acuan, pelarasan dibuat pada acuan itu sendiri serta parameter proses, dengan itu memastikan acuan mampu menghasilkan produk yang mematuhi. Percubaan acuan mesti dijalankan pada mesin pengacuan suntikan khusus atau mesin tuangan mati, dengan parameter peralatan—seperti tekanan suntikan, kelajuan suntikan, suhu pengacuan, suhu acuan dan masa penyejukan—dikonfigurasikan mengikut ketat dengan parameter proses pengacuan yang ditetapkan semasa fasa reka bentuk awal.
|
Nama Produk |
Pengacuan treadmill |
|
Pls sediakan |
2D, 3D, sampel atau saiz gambar berbilang sudut |
|
Masa Acuan |
20-35 Hari |
|
Masa produk |
7-15 Hari |
|
Ketepatan acuan |
+/-0.01mm |
|
Kehidupan acuan |
50-100 juta pukulan |
|
Proses Penghasilan |
Lukisan audit - analisis aliran acuan - pengesahan reka bentuk - Bahan Tersuai - pemprosesan acuan - pemprosesan teras - pemesinan elektrod - Sistem pelari pemprosesan - pemprosesan bahagian dan perolehan - penerimaan pemesinan - rongga proses rawatan permukaan - mod kompleks Mati - Keseluruhan salutan permukaan acuan - Plat pemasangan - sampel acuan - ujian sampel - penghantaran sampel |
|
Rongga acuan |
Satu rongga, berbilang rongga atau sama produk yang berbeza dibuat bersama-sama |
|
Bahan acuan |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistem pelari |
Pelari panas dan pelari sejuk |
|
Bahan asas |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Selesai |
Mengadu perkataan, cermin selesai, permukaan matte, striae |
|
Standard |
HASCO, DME atau bergantung kepada |
|
Teknologi utama |
Pengilangan, pengisaran, CNC, EDM, wayar pemotongan, ukiran, EDM, pelarik, kemasan permukaan, dll. |
|
Perisian |
CAD,PRO-E,UG Masa Reka Bentuk: 1-3 hari (keadaan biasa) |
|
Bahan produk |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Sistem kualiti |
ISO9001:2008 |
|
Tetapkan masa |
20 hari |
|
peralatan |
CNC, EDM, Memotong Mesin, jentera plastik, dll acuan beg plastik zhe jiang |


Pembuatan Acuan Suntikan Plastik

Spesifikasi acuan plastik

Reka bentuk acuan:



Proses transaksi:

Ujian acuan:


Pembungkusan produk

Kilang
Kami adalah kilang acuan plastik tersuai. Kilang kami adalah pembuat acuan suntikan plastik. kami mempunyai 17 tahun pengalaman dalam acuan plastik tersuai profesional dan 10 tahun pengalaman perdagangan asing. Kami adalah pembekal acuan plastik tersuai. Kami boleh menyediakan perkhidmatan Acuan Plastik tersuai. Kilang kami boleh membuat bahagian plastik acuan Suntikan, dan kualiti produk akan memuaskan hati anda.
Kami mempunyai lebih daripada 50 mesin mewah dan beratus-ratus jurutera dan pereka. Kami boleh menyediakan perkhidmatan sehenti, dari reka bentuk produk - membuat acuan - pengeluaran produk - pembungkusan produk - pengangkutan. Kami mempunyai rantaian pengeluaran yang lengkap. Kami boleh memenuhi semua keperluan anda.
Perkhidmatan yang kami sediakan:
Perkhidmatan acuan tersuai profesional, Reka bentuk acuan plastik dan pembuatan .pengeluaran produk plastik, reka bentuk produk, reka bentuk acuan, penyesuaian acuan tamparan, penyesuaian acuan putaran, penyesuaian acuan die-casting. Perkhidmatan percetakan 3D, perkhidmatan pembuatan CNC, pembungkusan produk, pembungkusan tersuai, perkhidmatan penghantaran.










Kami sentiasa mematuhi prinsip kualiti dahulu dan masa dahulu. Semasa menyediakan pelanggan dengan produk berkualiti tinggi, cuba memaksimumkan kecekapan pengeluaran dan memendekkan masa pengeluaran. Kami berbesar hati untuk memberitahu setiap pelanggan bahawa syarikat kami tidak kehilangan mana-mana pelanggan sejak penubuhannya. Jika terdapat masalah dengan produk, kami akan mencari penyelesaian secara aktif dan bertanggungjawab hingga akhir.

Soalan Lazim
S1: Adakah anda syarikat perdagangan atau pengilang?
A: Kami adalah pengilang.
S2. Bilakah saya boleh mendapatkan sebut harga?
A: Kami biasanya memetik dalam tempoh 2 hari selepas kami mendapat pertanyaan anda.
Jika anda sangat mendesak, sila hubungi kami atau beritahu kami dalam e-mel anda supaya kami boleh sebut harga untuk anda terlebih dahulu.
S3. Berapa lama masa utama untuk acuan?
J: Semuanya bergantung pada saiz dan kerumitan produk. Biasanya, masa utama ialah 25 hari.
S4. Saya tidak mempunyai lukisan 3D, bagaimana saya harus memulakan projek baharu?
J: Anda boleh membekalkan kami sampel acuan, kami akan membantu anda menyelesaikan reka bentuk lukisan 3D.
S5. Sebelum penghantaran, bagaimana untuk memastikan kualiti produk?
J: Jika anda tidak datang ke kilang kami dan juga tidak mempunyai pihak ketiga untuk pemeriksaan, kami akan menjadi pekerja pemeriksaan anda.
Kami akan membekalkan anda video untuk butiran proses pengeluaran termasuk laporan proses, struktur saiz produk dan butiran permukaan, butiran pembungkusan dan sebagainya.
S6. Apakah syarat pembayaran anda?
A: Pembayaran Acuan: 40% deposit oleh T/T terlebih dahulu, 30% pembayaran acuan kedua sebelum menghantar sampel percubaan pertama, baki acuan 30% selepas anda bersetuju dengan sampel akhir.
B: Pembayaran Pengeluaran: 50% deposit terlebih dahulu, 50% sebelum menghantar barang akhir.
S7: Bagaimanakah anda membuat perniagaan kami menjadi hubungan jangka panjang dan baik?
J:1. Kami mengekalkan kualiti yang baik dan harga yang kompetitif untuk memastikan pelanggan kami mendapat manfaat untuk produk berkualiti terbaik.
2. Kami menghormati setiap pelanggan sebagai rakan kami dan kami ikhlas menjalankan perniagaan dan berkawan dengan mereka, tidak kira dari mana mereka datang.
Teg Panas: Acuan Repeller Nyamuk Elektrik, China, Pengilang, Pembekal, Kilang, Disesuaikan, Borong, Beli, Kualiti, Jualan Terkini, Buatan China
Kategori Berkaitan
Perkakas Pandang Dengar
Peralatan kesihatan
Peralatan rumah
Keperluan peribadi
Peralatan digital
Peralatan dapur
Peralatan bilik mandi
Peralatan mesra alam
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.