produk
- Perkhidmatan Penyesuaian Teras
- Penjagaan Kesihatan
- Perkakas dan Instrumen Elektronik
- Acuan Bekalan Ibu dan Anak
- Sukan Rekreasi
- Seni Kelengkapan Rumah
- Aksesori Auto
- Pengangkutan dan Pergudangan
- Lekapan Pencahayaan
- Peralatan Pembinaan
- Produk Pembungkusan
- Pendidikan & Makmal
- Aksesori Bagasi Pakaian
- Produk Penjagaan dan Pembersihan
- Pertanian & Perhutanan
- Peralatan Mekanikal
- Bekalan Haiwan Kesayangan
- Peralatan dapur








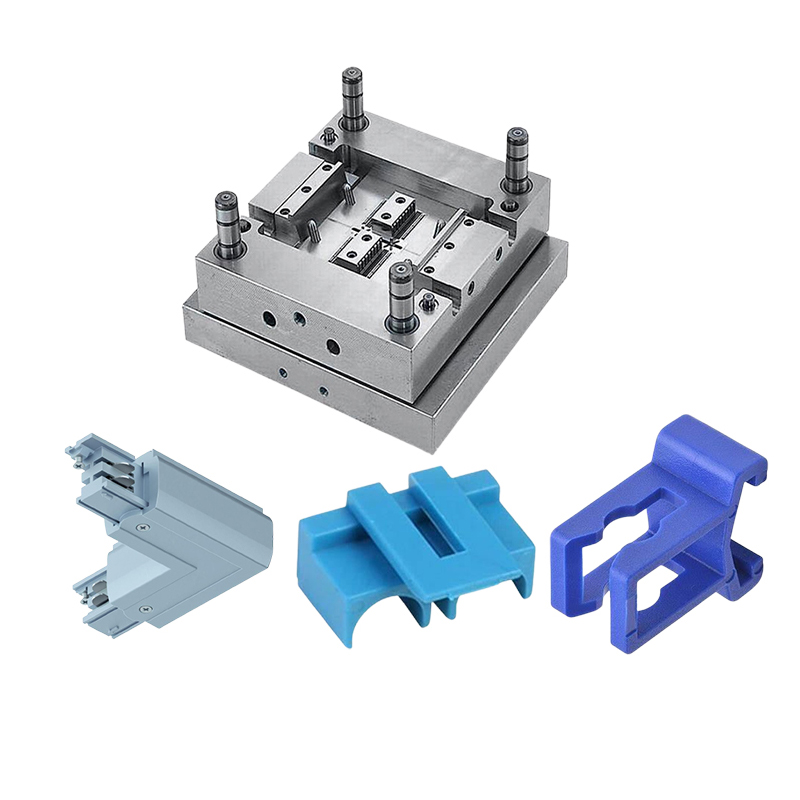
Perkhidmatan produk plastik ODM
Ningbo (P&M) Plastic Hardware Products Co. mempunyai 15 tahun teknologi membuat acuan untuk perkhidmatan produk plastik ODM tersuai. Kami mempunyai sijil ISO 9001. Kami menyediakan perkhidmatan acuan tersuai profesional dan kami adalah pengeluar acuan plastik profesional. Kami mempunyai pengalaman yang mencukupi dalam pemilihan bahan mentah produk dan pemilihan bahan acuan. Kami amat menyedari sifat pelbagai bahan dan kelebihan dan kekurangan reka bentuk acuan. Kami akan mengesyorkan bahan yang sesuai dan nasihat reka bentuk profesional untuk pelanggan kami.
Hantar Pertanyaan
Penerangan Produk
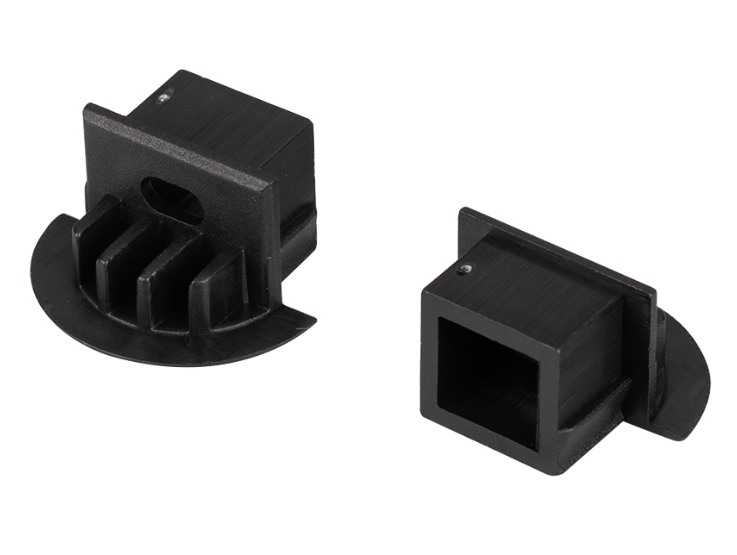
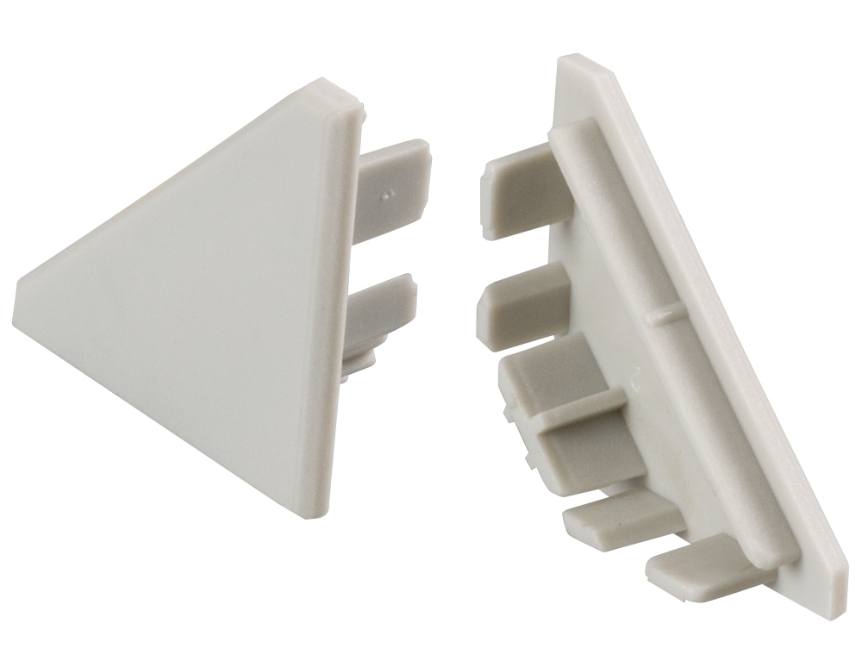
Kami pakar dalam pembangunan perkhidmatan produk plastik ODM tersuai, pengeluaran komponen plastik ABS dan perkhidmatan pemasangan pilihan—perdagangan produk belum siap. Acuan kami direka bentuk untuk memaksimumkan prestasi ABS (Acrylonitrile Butadiene Styrene), dengan struktur yang disesuaikan dioptimumkan untuk kebolehliran, ketegaran dan kemasan permukaan ABS, memberikan bahagian ABS berkualiti tinggi untuk elektronik, perkakas rumah, dalaman automotif dan barangan pengguna.
1. Struktur Acuan Tersuai: Disesuaikan dengan Ciri-ciri Acuan ABS
Sifat seimbang ABS (aliran yang baik, pengecutan sederhana, ketegaran tinggi) memerlukan acuan yang meningkatkannya sambil mengelakkan isu biasa (cth., tanda sinki, garisan kimpalan). Struktur acuan tersuai kami memenuhi keperluan ini:
Rongga & Teras: Dimesin melalui pemesinan CNC berketepatan tinggi (toleransi seketat ±0.02mm) untuk memanfaatkan pembiakan terperinci ABS yang cemerlang. Ciri-ciri termasuk:
Kemasan permukaan licin (Ra ≤0.4μm) untuk meniru bahagian ABS berkilat tinggi atau bertekstur (cth., sarung telefon, panel perkakas).
Reka bentuk rusuk tetulang (ketebalan 1/3–1/2 dinding asas, jarak 2–3× ketinggian dinding) untuk mengelakkan tanda sinki—penting untuk pengecutan sederhana ABS (1.5–2.5%).
Draf sudut (1–3° untuk permukaan menegak) untuk memastikan pembongkaran mudah, kerana ketegaran ABS boleh menyebabkan melekat jika sudut tidak mencukupi.
Sistem Gating: Dioptimumkan untuk kelakuan aliran ABS (kelikatan cair sederhana). Pilihan termasuk:
Pintu tepi (untuk bahagian kecil hingga sederhana, cth., penyambung elektronik) untuk meminimumkan talian kimpalan—komponen butadiena ABS boleh melemahkan kimpalan jika laluan aliran tidak sekata.
Sistem pelari panas (untuk bahagian besar atau berbilang rongga, cth., trim dalaman automotif) untuk mengekalkan suhu cair yang konsisten, mengurangkan sisa bahan sebanyak 15–20% dan memastikan ketumpatan bahagian yang seragam.
Sistem Penyejukan: Direka untuk mengawal kadar penyejukan ABS (penting untuk kestabilan dimensi). ciri utama:
Saluran penyejukan yang seragam (jarak 8–12mm) untuk mengelakkan pengecutan tidak sekata—menghalang meleding pada bahagian ABS yang besar (cth., panel belakang TV).
Penyejukan yang disasarkan untuk kawasan yang menebal (cth., struktur bos) untuk mengurangkan masa kitaran sebanyak 25–30%—kekonduksian haba ABS (0.19 W/m·K) memerlukan pelesapan haba yang cekap untuk mengelakkan penyejukan lanjutan.
Sistem Ejection: Ditentukur untuk ketegaran ABS untuk mengelakkan kerosakan bahagian:
Pin ejektor (disusun di kawasan yang tidak kelihatan) dengan hujung bulat untuk mengelakkan tanda permukaan keras ABS.
Plat penjalur (untuk bahagian rata yang besar) untuk mengagihkan daya lenting secara sama rata—menghalang keretakan komponen ABS tegar.
2. Varian Bahan ABS & Aplikasinya
ABS tersedia dalam gred yang diubah suai untuk memenuhi keperluan khusus—kami memilih varian ABS yang betul berdasarkan fungsi dan persekitaran komponen anda:
ABS Tujuan Am (GP-ABS): Sesuai untuk barangan pengguna (cth., alat ganti mainan, perumah perkakas rumah). Menawarkan rintangan hentaman yang seimbang (10–15 kJ/m²), ketegaran (Shore D 75–80), dan keberkesanan kos—sesuai untuk aplikasi tekanan rendah hingga sederhana.
ABS Berimpak Tinggi (HI-ABS): Digunakan untuk bahagian tahan lama (cth., sarung komputer riba, pemegang alat). Diubah suai dengan butadiena tambahan untuk meningkatkan rintangan hentaman (20–30 kJ/m²)—menahan jatuh dan hentakan tanpa pecah, sesuai untuk peranti mudah alih.
ABS Kalis Api (FR-ABS): Sesuai untuk komponen elektronik (cth., penutup PCB, perumah bekalan kuasa). Memenuhi piawaian UL94 V-0—menghalang penyebaran nyalaan dalam aplikasi elektrik, mengekalkan integriti struktur pada suhu tinggi (sehingga 100°C).
ABS Berisi Kaca (GF-ABS, 10–30% GF): Bagus untuk bahagian struktur (cth., pendakap dalaman automotif, komponen mesin industri). Diperkukuh dengan gentian kaca untuk meningkatkan kekuatan tegangan (sehingga 60 MPa) dan mengurangkan pengecutan (1.0–1.5%)—sesuai untuk bahagian ABS menanggung beban yang memerlukan ketepatan dimensi.
ABS Berkilat Tinggi: Sesuai untuk bahagian estetik (cth., pembungkusan kosmetik, panel peranti audio). Mempunyai kemasan permukaan yang digilap (tiada pemprosesan pasca diperlukan)—memanfaatkan keupayaan ABS untuk mengekalkan kilauan tinggi, sesuai untuk barangan pengguna yang penampilan adalah kritikal.
3. Proses servis produk plastik ODM: Dioptimumkan untuk Prestasi
Proses suntikan kami diperhalusi untuk memaksimumkan sifat ABS, dengan kelebihan utama:
Ketepatan & Ketekalan:
Kawalan suhu cair (220–260°C) untuk memastikan ABS mengalir sekata—mengelakkan slug sejuk atau kesan terbakar.
Tekanan suntikan (70–100 MPa) ditentukur untuk kelikatan ABS—memastikan rongga penuh diisi tanpa tekanan yang berlebihan (yang boleh menyebabkan bahagian meleding).
Kawalan toleransi dimensi (±0.03mm untuk bahagian kecil) melalui mesin yang dipacu servo—penting untuk komponen ABS yang memerlukan padanan ketat (cth., penyambung elektronik).
Kualiti Permukaan:
Penggilapan rongga acuan (Ra ≤0.2μm untuk bahagian berkilat tinggi) untuk menghapuskan kecacatan—penghasilan semula permukaan ABS yang sangat baik memastikan tiada kecacatan yang kelihatan.
Pengurangan talian kimpal (melalui peletakan pintu dan pengoptimuman suhu cair)—meningkatkan kekuatan dan penampilan bahagian ABS dengan geometri kompleks.
Kecekapan:
Pengoptimuman masa kitaran (20–40 saat setiap bahagian) melalui penyejukan yang disasarkan—mengimbangkan kelajuan pengeluaran dengan keperluan penyejukan ABS.
Acuan berbilang rongga (8–32 rongga untuk bahagian kecil, cth., butang) untuk meningkatkan output—aliran baik ABS menyokong pengisian seragam merentas berbilang rongga, dengan pengeluaran harian sehingga 50,000 bahagian untuk reka bentuk standard.
Keberkesanan kos:
Sistem pelari panas mengurangkan sisa bahan (15–20%)—meminimumkan sekerap daripada pelari sejuk, mengurangkan kos per unit untuk bahagian ABS volum tinggi.
Pengacuan ciri bersepadu (cth., tulang rusuk, bos) menghapuskan pasca pemprosesan—memotong kos buruh dan memastikan kualiti yang konsisten.
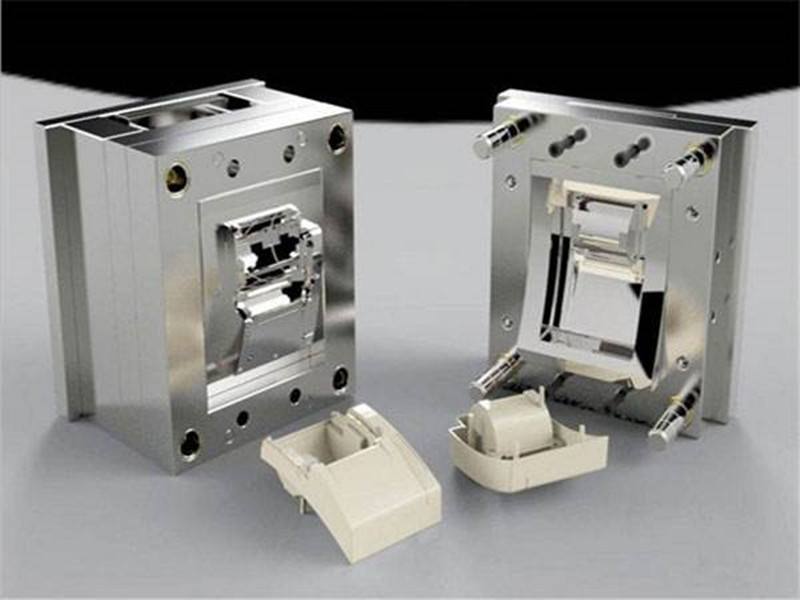
4. Perkhidmatan Kami: Beyond Molds—Komponen & Pemasangan ABS
Kami menyediakan penyelesaian hujung ke hujung untuk pengeluaran ABS, disesuaikan dengan keperluan anda:
Pengilangan Komponen ABS: Menghasilkan bahagian ABS tersuai dalam saiz (5×5mm hingga 500×300mm), bentuk (geometri kompleks, dinding nipis hingga 0.8mm), dan kemasan (berkilat, matte, bertekstur). Menyokong padanan warna (kod RAL/Pantone) dan pasca pemprosesan (mengecat, menyadur, mencetak) untuk meningkatkan daya tarikan estetik ABS.
Pemasangan Nilai Tambah: Perkhidmatan pemasangan pilihan untuk sub-pemasangan ABS—seperti memasang sisipan logam (untuk kekuatan), mengikat bahagian ABS dengan pelekat atau menyepadukan komponen bukan ABS (cth., gasket getah, modul elektronik). Menyampaikan sub-pemasangan sedia untuk disepadukan, menjimatkan masa pengeluaran anda.
Sokongan Reka Bentuk Tersuai: Menawarkan reka bentuk acuan 3D dan prototaip ABS (melalui pemesinan CNC atau acuan suntikan). Kami menghasilkan 10–50 bahagian prototaip dalam 3–5 hari untuk menguji prestasi ABS (rintangan kesan, kesesuaian) dan mengoptimumkan reka bentuk acuan sebelum pengeluaran besar-besaran.




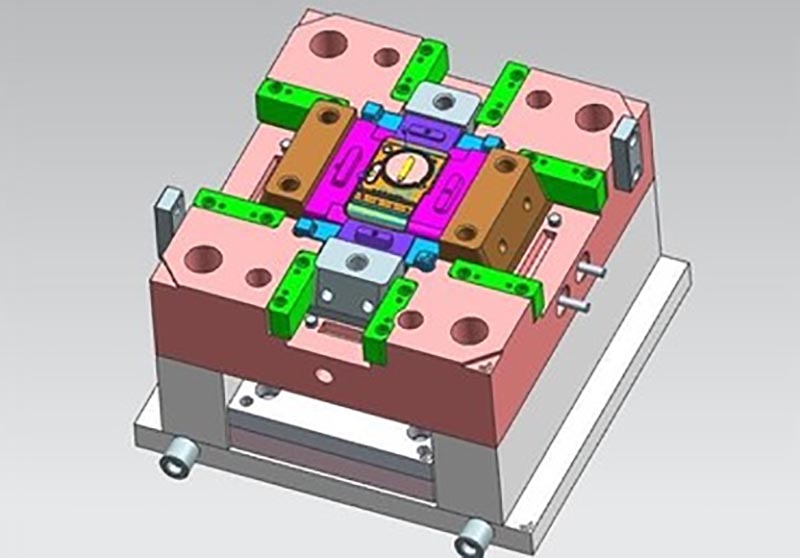
Penyediaan Acuan
Reka Bentuk Acuan: Permukaan rongga mesti digilap cermin (#10000 atau lebih tinggi pengilat tampal berlian). Sebarang calar kecil akan direplikasi pada permukaan bahagian. Pelari dan pintu pagar hendaklah licin, bebas daripada titik genangan, dan meminimumkan tanda kimpalan.
Pembersihan Acuan: Sebelum menutup acuan, rongga mesti disapu dengan teliti dengan kain bebas habuk, alkohol ketulenan tinggi atau pembersih acuan khusus. Sebarang kesan habuk, minyak, lembapan atau sisa daripada acuan sebelumnya boleh menyebabkan kecacatan yang membawa maut.
Pengawal Suhu Acuan (Kawalan Suhu Acuan): Disediakan untuk memanaskan dan mengekalkan acuan pada suhu optimum (biasanya 60-80°C).
Fasa 2: Kitaran Pengacuan Suntikan (Kawalan Halus)
Parameter proses ditetapkan berdasarkan prinsip "lembut dan seragam", mengelakkan sebarang operasi keras yang boleh menyebabkan penguraian atau tekanan bahan.
1. Penutup Acuan
Acuan dikunci di bawah tekanan tinggi.
2. Suntikan dan Tekanan Penahan
Suhu Tong: PMMA mempunyai julat suhu pemprosesan yang sempit, biasanya ditetapkan antara 210-270°C.
Suhu terlalu rendah: Leburan mempunyai kecairan yang lemah, mengakibatkan pengisian tidak lengkap, tanda aliran permukaan dan garis kimpalan yang ketara.
Suhu terlalu tinggi (melebihi 280°C): Bahan mungkin reput, kekuningan, buih dan bintik hitam mungkin berlaku.
Kelajuan Suntikan: Kelajuan suntikan sederhana hingga rendah disyorkan.
Kelajuan suntikan yang tinggi dengan mudah boleh menyebabkan tegasan ricih yang tinggi, yang membawa kepada kepanasan ricih, penguraian bahan setempat (menghasilkan bintik hitam) dan terperangkap gas.
Kelajuan suntikan perlahan memudahkan penyahgas, mengurangkan buih dan coretan perak, tetapi juga boleh menjadikan garisan kimpalan lebih ketara. Mencari keseimbangan bergantung pada struktur produk. Pengacuan suntikan berbilang peringkat biasanya digunakan, dengan kelajuan pengisian perlahan di kawasan berdinding tebal untuk memudahkan penyahgasan dan kelajuan suntikan pantas di kawasan berdinding nipis.
Tekanan Penahanan: Gunakan tekanan pegangan sederhana hingga rendah dan masa pegangan yang singkat. Tekanan pegangan yang terlalu tinggi dan masa pegangan yang lama boleh menjana tegasan dalaman yang ketara, menjadikan produk terdedah kepada keretakan tegasan semasa penggunaan berikutnya. Tujuan utama menahan tekanan adalah untuk mengimbangi pengecutan, bukan untuk memampatkan produk.
3. Penyejukan
Suhu acuan: Ini penting dan secara amnya harus dikekalkan antara 60-80°C.
Jika suhu acuan terlalu rendah, leburan cepat menyejuk apabila bersentuhan dengan dinding acuan sejuk, "membekukan" rantai molekul. Ini mengakibatkan aliran yang lemah, garisan kimpalan yang lemah dan tekanan dalaman yang sangat tinggi dalam produk.
Jika suhu acuan terlalu tinggi, masa penyejukan berpanjangan, kecekapan pengeluaran rendah, dan acuan melekat mungkin berlaku.
Masa penyejukan: Pastikan produk disejukkan sepenuhnya dan dibentuk untuk mengelakkan ubah bentuk semasa lontar.
4. Pembukaan Acuan dan Pelepasan
PMMA ialah bahan rapuh dengan kekerasan permukaan yang tinggi. Sistem lontar mestilah seimbang dan seragam.
Elakkan menggunakan pin ejektor yang tajam. Adalah disyorkan untuk menggunakan ejektor kawasan besar (penanggal), blok tolak, atau lenting berbantukan gas untuk mengelakkan bintik putih, retak dan tanda lenting yang jelas.
Peringkat 3: Pasca Pemprosesan dan Pemeriksaan
Pengalihan Pintu: Potong atau tebuk keluar pagar dan pelari dengan berhati-hati. Kawasan yang dipangkas hendaklah dikisar dan digilap untuk memulihkan ketelusan dan estetika.
Penyepuhlindapan (Melegakan Tekanan - Sangat Disyorkan)
Tujuan: Menghapuskan tegasan dalaman yang dijana semasa proses pengacuan suntikan, meningkatkan dengan ketara rintangan kimia produk (terutamanya rintangan pelarut) dan kestabilan dimensi, dan mencegah keretakan tegasan masa hadapan.
Proses: Letakkan produk dalam ketuhar udara yang beredar, panaskan perlahan-lahan kepada 70-80°C (10-20°C di bawah suhu herotan haba), tahan di sana selama 2-4 jam, dan kemudian perlahan-lahan sejukkan ke suhu bilik. Pemanasan dan penyejukan pantas akan memperkenalkan tegasan baharu.
Rawatan Permukaan (Pilihan):
Menggilap: Produk dengan cela permukaan kecil atau tanda sprue digilap untuk memulihkan kemasan cermin.
Salutan Keras: Pengerasan semburan kadangkala dilakukan untuk meningkatkan rintangan calar permukaan.
Pemeriksaan dan Pembungkusan Penuh
Pemeriksaan Penampilan: Pemeriksaan 100% dijalankan di bawah lampu pemeriksaan bercahaya belakang, memeriksa dengan teliti untuk sebarang kecacatan seperti coretan perak, buih, bintik hitam, calar, pengecutan, tanda kimpalan dan kekotoran.
Pemeriksaan Dimensi: Gunakan angkup, projektor dan alatan lain untuk memeriksa dimensi kritikal.
Pemeriksaan Prestasi: Ujian seperti penghantaran cahaya dan jerebu.
Pembungkusan: Asingkan dan bungkus item secara individu menggunakan bahan lembut (seperti beg PE, pad buih atau interlayer kertas) untuk mengelakkan calar. Operator mesti memakai sarung tangan.
Kami adalah pengeluar acuan suntikan pmma, menyediakan pembuatan acuan suntikan pmma berkualiti tinggi. Selagi anda ingin menyesuaikan/membangunkan produk acuan suntikan pmma, anda boleh mencari kami. Kami mempunyai reka bentuk acuan suntikan profesional dan teknologi pembuatan matang, memberikan anda perkhidmatan sehenti, daripada reka bentuk produk-membuat acuan-pengeluaran produk-pembungkusan produk-pengangkutan produk, kami boleh membantu anda dalam setiap pautan. Selagi anda datang kepada kami, kami akan memberikan anda perkhidmatan terbaik dan memuaskan hati anda dari segi kualiti produk, masa pengeluaran, dialog maklumat, dsb.
|
Nama Produk |
Perkhidmatan produk plastik ODM |
|
Pls sediakan |
2D, 3D, sampel atau saiz gambar berbilang sudut |
|
Masa Acuan |
20-35 Hari |
|
Masa produk |
7-15 Hari |
|
Ketepatan acuan |
+/-0.01mm |
|
Kehidupan acuan |
50-100 juta pukulan |
|
Proses Penghasilan |
Lukisan audit - analisis aliran acuan - pengesahan reka bentuk - Bahan Tersuai - pemprosesan acuan - pemprosesan teras - pemesinan elektrod - Sistem pelari pemprosesan - pemprosesan bahagian dan perolehan - penerimaan pemesinan - rongga proses rawatan permukaan - mod kompleks Mati - Keseluruhan salutan permukaan acuan - Plat pemasangan - sampel acuan - ujian sampel - penghantaran sampel |
|
Rongga acuan |
Satu rongga, berbilang rongga atau sama produk yang berbeza dibuat bersama-sama |
|
Bahan acuan |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistem pelari |
Pelari panas dan pelari sejuk |
|
Bahan asas |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Selesai |
Mengadu perkataan, cermin selesai, permukaan matte, striae |
|
Standard |
HASCO, DME atau bergantung kepada |
|
Teknologi utama |
Pengilangan, pengisaran, CNC, EDM, wayar pemotongan, ukiran, EDM, pelarik, kemasan permukaan, dll. |
|
Perisian |
CAD,PRO-E,UG Masa Reka Bentuk: 1-3 hari (keadaan biasa) |
|
Bahan produk |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Sistem kualiti |
ISO9001:2008 |
|
Tetapkan masa |
20 hari |
|
peralatan |
CNC, EDM, Memotong Mesin, jentera plastik, dll acuan beg plastik zhe jiang |


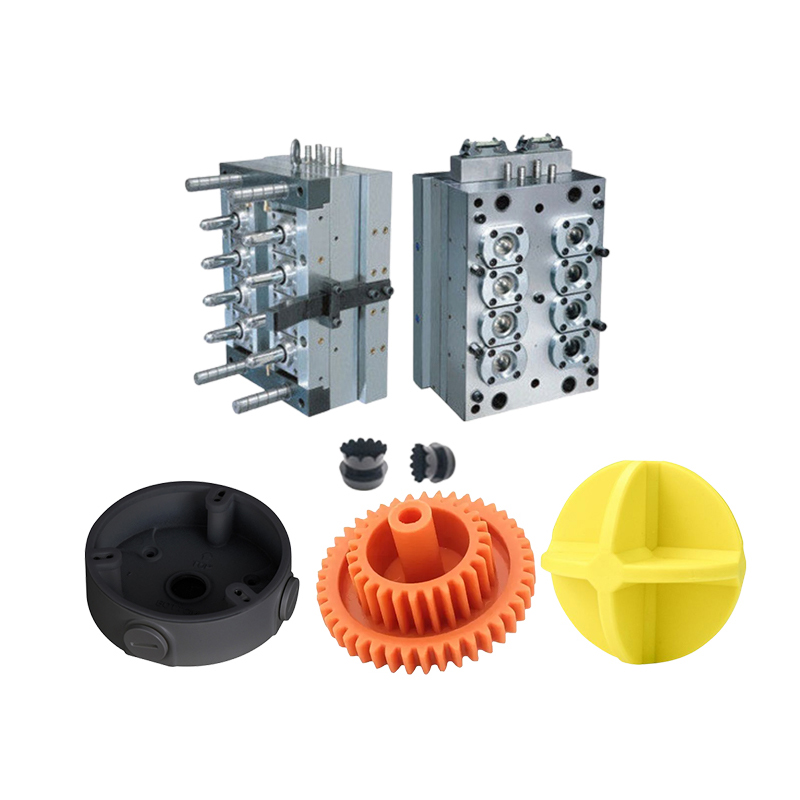
Pembuatan Acuan Suntikan Plastik

Spesifikasi acuan plastik

Reka bentuk acuan:



Proses transaksi:

Ujian acuan:


Pembungkusan produk

Kilang
Kami adalah kilang acuan plastik tersuai. Kilang kami adalah pembuat acuan suntikan plastik. kami mempunyai 17 tahun pengalaman dalam acuan plastik tersuai profesional dan 10 tahun pengalaman perdagangan asing. Kami adalah pembekal acuan plastik tersuai. Kami boleh menyediakan perkhidmatan Acuan Plastik tersuai. Kilang kami boleh membuat bahagian plastik acuan Suntikan, dan kualiti produk akan memuaskan hati anda.
Kami mempunyai lebih daripada 50 mesin mewah dan beratus-ratus jurutera dan pereka. Kami boleh menyediakan perkhidmatan sehenti, dari reka bentuk produk - membuat acuan - pengeluaran produk - pembungkusan produk - pengangkutan. Kami mempunyai rantaian pengeluaran yang lengkap. Kami boleh memenuhi semua keperluan anda.
Perkhidmatan yang kami sediakan:
Perkhidmatan acuan tersuai profesional, Reka bentuk acuan plastik dan pembuatan .pengeluaran produk plastik, reka bentuk produk, reka bentuk acuan, penyesuaian acuan tamparan, penyesuaian acuan putaran, penyesuaian acuan die-casting. Perkhidmatan percetakan 3D, perkhidmatan pembuatan CNC, pembungkusan produk, pembungkusan tersuai, perkhidmatan penghantaran.










Kami sentiasa mematuhi prinsip kualiti dahulu dan masa dahulu. Semasa menyediakan pelanggan dengan produk berkualiti tinggi, cuba memaksimumkan kecekapan pengeluaran dan memendekkan masa pengeluaran. Kami berbesar hati untuk memberitahu setiap pelanggan bahawa syarikat kami tidak kehilangan mana-mana pelanggan sejak penubuhannya. Jika terdapat masalah dengan produk, kami akan mencari penyelesaian secara aktif dan bertanggungjawab hingga akhir.

Soalan Lazim
S1: Adakah anda syarikat perdagangan atau pengilang?
A: Kami adalah pengilang.
S2. Bilakah saya boleh mendapatkan sebut harga?
A: Kami biasanya memetik dalam tempoh 2 hari selepas kami mendapat pertanyaan anda.
Jika anda sangat mendesak, sila hubungi kami atau beritahu kami dalam e-mel anda supaya kami boleh sebut harga untuk anda terlebih dahulu.
S3. Berapa lama masa utama untuk acuan?
J: Semuanya bergantung pada saiz dan kerumitan produk. Biasanya, masa utama ialah 25 hari.
S4. Saya tidak mempunyai lukisan 3D, bagaimana saya harus memulakan projek baharu?
J: Anda boleh membekalkan kami sampel acuan, kami akan membantu anda menyelesaikan reka bentuk lukisan 3D.
S5. Sebelum penghantaran, bagaimana untuk memastikan kualiti produk?
J: Jika anda tidak datang ke kilang kami dan juga tidak mempunyai pihak ketiga untuk pemeriksaan, kami akan menjadi pekerja pemeriksaan anda.
Kami akan membekalkan anda video untuk butiran proses pengeluaran termasuk laporan proses, struktur saiz produk dan butiran permukaan, butiran pembungkusan dan sebagainya.
S6. Apakah syarat pembayaran anda?
A: Pembayaran Acuan: 40% deposit oleh T/T terlebih dahulu, 30% pembayaran acuan kedua sebelum menghantar sampel percubaan pertama, baki acuan 30% selepas anda bersetuju dengan sampel akhir.
B: Pembayaran Pengeluaran: 50% deposit terlebih dahulu, 50% sebelum menghantar barang akhir.
S7: Bagaimanakah anda membuat perniagaan kami menjadi hubungan jangka panjang dan baik?
J:1. Kami mengekalkan kualiti yang baik dan harga yang kompetitif untuk memastikan pelanggan kami mendapat manfaat untuk produk berkualiti terbaik.
2. Kami menghormati setiap pelanggan sebagai rakan kami dan kami ikhlas menjalankan perniagaan dan berkawan dengan mereka, tidak kira dari mana mereka datang.
Teg Panas: Perkhidmatan produk plastik ODM, China, Pengilang, Pembekal, Kilang, Disesuaikan, Borong, Beli, Kualiti, Jualan Terkini, Buatan China
Kategori Berkaitan
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.