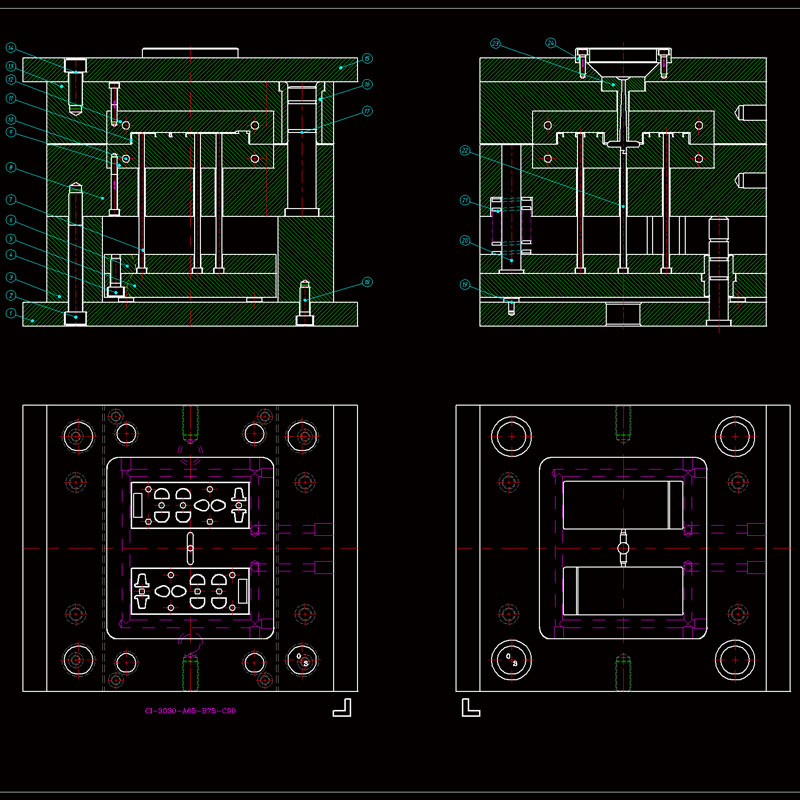
Titik utama reka bentuk acuan suntikan
Reka bentuk lukisan acuan suntikan adalah pautan teras pembuatan acuan, yang perlu secara komprehensif mempertimbangkan proses, rasionalitas struktur dan kos pengeluaran. Berikut adalah perkara utama dan penerangan terperinci:
1. Analisis produk dan penyediaan awal
Penilaian Struktur Produk
Draf Sudut: Biasanya 1 ° ~ 3 °, untuk mengelakkan kerosakan; Permukaan rongga atau tekstur yang mendalam perlu ditingkatkan dengan sewajarnya.
Keseragaman ketebalan dinding: Elakkan tanda pengecutan (disyorkan 2 ~ 4mm, bahagian berdinding nipis tidak kurang daripada 0.5mm).
Pemprosesan Bawah: Diselesaikan oleh slider, struktur atas atau engsel yang cenderung, ruang pergerakan perlu ditandakan.
Contoh: Mekanisme teratas yang cenderung digunakan untuk lubang sampingan kes telefon bimbit, dan strok perlu lebih besar daripada 2mm kedalaman bawah.
Pemadanan harta material
Pampasan pengecutan (seperti ABS kira -kira 0.5%, PP kira -kira 1.5%), menandakan toleransi dimensi dalam lukisan (seperti ± 0.05mm).
Reka bentuk garis perpisahan perlu mengelakkan permukaan penampilan, dan memberi keutamaan kepada satah atau permukaan biasa.
2. Unsur teras reka bentuk struktur acuan
Reka bentuk permukaan perpisahan
Pilih garis kontur maksimum untuk mengurangkan kilat; Permukaan perpisahan kompleks perlu menggunakan peralihan permukaan 3D.
Pertimbangkan pemprosesan kemungkinan (seperti EDM atau CNC Process Marking).
Pengoptimuman sistem pemutus
Runner Cold: Pelari utama Taper 2 ° ~ 5 °, susun atur seimbang pelari cawangan (bahagian silang bulat/trapezoid).
Runner Hot: Tandakan titik kawalan zon pemanasan untuk mengelakkan pengekalan cair (seperti kawalan masa injap jarum).
Susun atur sistem penyejukan
Ikuti "prinsip yang sama" (10 ~ 15mm dari permukaan rongga), reka bentuk saluran air atau saluran air, dan tandakan arah masuk dan keluar.
Bahagian berbentuk khas lebih disukai dilengkapi dengan saluran air conformal, bersempena dengan parameter pengawal suhu acuan (seperti bahan PC memerlukan 80 ~ 120 ℃).
Iii. Sistem lusuh dan ekzos
Mekanisme pelepasan
Diameter ejector ≥2.5mm, jarak ≤50mm; Rusuk dalam memerlukan plat push atau topi udara.
Rod Reset perlu mempunyai spring preload (pemampatan ≥10mm).
Reka bentuk ekzos
Kedalaman alur ekzos ialah 0.02 ~ 0.04mm (bergantung kepada bahan), yang terletak di hujung cair atau di inlay.
Acuan besar dilengkapi dengan keluli ekzos atau sistem vakum.
Iv. Menandai keperluan penandaan dan pemprosesan
Penandaan dimensi utama
Toleransi padanan rongga/teras (H7/H6), kekerasan teras acuan (HRC48 ~ 52).
Sisipan perlu ditarik secara berasingan, dan proses pemotongan atau pengisaran dawai harus ditandakan.
Penyeragaman dan DFM
Bingkai acuan menggunakan standard longji (seperti jenis CI), dan diameter lajur panduan adalah 0.02mm lebih kecil daripada templat.
Tanda rawatan permukaan (seperti nitriding, penyaduran krom) dan keperluan anti-karat.
V. Pengesahan reka bentuk dan kawalan kos
Permohonan Simulasi CAE
Melalui aliran acuan, isi keseimbangan dan kecekapan penyejukan dianalisis, dan kedudukan pintu dioptimumkan (seperti pintu pisang untuk mengurangkan ricih).
Pengoptimuman kos
Memudahkan sisipan berbentuk khas (seperti menggunakan corak percikan bukan ukiran halus), dan margin pembaikan acuan rizab untuk teras acuan (0.1mm di satu sisi).
Reka bentuk lukisan acuan suntikan adalah pautan teras pembuatan acuan, dan perlu secara komprehensif mempertimbangkan proses, fungsi, ekonomi dan penyelenggaraan. Berikut adalah perkara utama dan analisis langkah demi langkah:
1. Titik utama reka bentuk struktur
Reka bentuk permukaan perpisahan
Pemilihan Lokasi: Memberi keutamaan kepada kontur terbesar produk untuk mengelakkan pemotongan; Pertimbangkan cerun demould (biasanya 1 ° ~ 3 °) dan kualiti permukaan penampilan.
Pengedap: Permukaan perpisahan perlu sesuai dengan erat untuk mengelakkan limpahan (flash), dan perpisahan langkah atau perpisahan melengkung harus digunakan apabila perlu.
Kemungkinan pemprosesan: Pastikan permukaan perpisahan dapat direalisasikan oleh pemprosesan CNC atau EDM, dan perpisahan kompleks perlu ditandakan dengan koordinat 3D.
Rongga dan teras
Pampasan pengecutan: Laraskan saiz rongga mengikut bahan (seperti penyusutan ABS 0.5%~ 0.7%), dan tandakan toleransi (biasanya IT7 ~ IT8).
Rawatan permukaan: Permukaan berkilat tinggi perlu digilap ke RA0.025μm, dan permukaan tekstur perlu ditandakan dengan keperluan etsa (seperti standard VDI3400).
Pengesahan Kekuatan: Kirakan kesan tekanan suntikan (biasanya 30 ~ 80mpa) pada ketebalan dinding rongga untuk mengelakkan ubah bentuk.
2. Reka bentuk sistem mencurahkan
Saluran utama dan saluran cawangan
Pemadanan Saiz: Diameter saluran utama biasanya 4 ~ 8mm, dan bentuk keratan rentas saluran cawangan adalah lebih baik trapezoid atau bulat (diameter 3 ~ 6mm).
Cold Well: Tetapkan pada akhir saluran utama, panjang ≥1.5 kali diameter saluran utama.
Pemilihan Jenis Pintu
Pintu sisi: Sesuai untuk kebanyakan bahagian kotak, lebar adalah 2/3 ketebalan dinding, panjang 0.5 ~ 1mm.
Gerbang titik: Digunakan untuk bahagian telus atau bahagian ketepatan tinggi, diameter 0.8 ~ 1.2mm, mekanisme demolding automatik diperlukan.
Pelari Panas: Tandakan kedudukan dan parameter kawalan elemen pemanasan untuk mengelakkan kemerosotan yang disebabkan oleh pengekalan cair.
3. Sistem Pelepasan dan Penyejukan
Mekanisme pelepasan
Susun atur ejektor: Diedarkan secara merata pada titik daya produk (seperti kedudukan tulang rusuk, lajur bos), diameter ≥2.5mm, jarak ≤50mm.
Reset Peranti: Reset Spring perlu menandakan preload, dan tetapan semula mekanikal perlu bekerjasama dengan suis perjalanan.
Saluran air penyejuk
Prinsip susun atur: Ikuti "penyejukan konformal", 10 ~ 15mm dari permukaan rongga, 8 ~ 12mm aperture.
Pengiraan aliran: Pastikan nombor Reynolds adalah> 4000 (keadaan bergelora), dan saluran air selari perlu menandakan injap baki aliran.
Iv. Penandaan dan penyeragaman terperinci
Spesifikasi lukisan
Lihat kelengkapan: termasuk pandangan utama, pandangan keratan (menunjukkan struktur lonjakan/penyejukan), dan pandangan yang diperbesarkan tempatan (seperti butiran pintu).
Tanda Toleransi: Toleransi yang sepadan dengan acuan bergerak dan acuan tetap ialah H7/H6, dan toleransi dimensi utama ialah ± 0.02mm.
Nota Bahan dan Proses
Bahan teras acuan: keluli pra-keras (seperti P20) atau keluli yang dipadamkan (seperti H13), kekerasan HRC48 ~ 52.
Simbol pemprosesan: Mark EDM, kawasan pemotongan dawai atau penggilap, dan menunjukkan kekasaran permukaan.
V. DFM (Reka Bentuk Pembuatan)
Lereng pelucutan acuan: Permukaan penampilan ≥1 °, struktur dalaman ≥0.5 °, bahagian rongga yang mendalam memerlukan cerun segmen.
Ketebalan dinding seragam: Elakkan perubahan mendadak (seperti kenaikan secara tiba -tiba dari 2mm hingga 5mm) untuk mengelakkan pengecutan atau warping.
Kehidupan acuan: Untuk bahan bertetulang serat kaca, lapisan tahan haus (seperti TiALN) perlu ditandakan.
Dalam reka bentuk acuan suntikan, pengedap permukaan perpisahan secara langsung mempengaruhi kualiti produk (seperti flash, burrs) dan kehidupan acuan. Berikut adalah teknik reka bentuk utama dan titik praktikal:
1. Prinsip Reka Bentuk Teras untuk Pemisahan Permukaan Padalan
Pengoptimuman tekanan hubungan
Pengiraan Preload: Tekanan hubungan permukaan perpisahan mestilah lebih besar daripada tekanan suntikan (biasanya 30 ~ 80mpa), dan tekanan kawasan unit permukaan parti acuan keluli disyorkan menjadi ≥100mpa.
Pencocokan kekerasan: Perbezaan kekerasan antara acuan tetap dan acuan bergerak dikawal dalam HRC 2 ~ 4 (seperti acuan tetap HRC52, acuan bergerak HRC50) untuk mengelakkan ubah bentuk mikro dan kebocoran yang disebabkan oleh perbezaan kekerasan.
Proses rawatan permukaan
Keperluan penamat: Permukaan perpisahan perlu menjadi tanah kepada ra≤0.8μm, dan acuan ultra-ketepatan (seperti bahagian optik) perlu digilap hingga RA0.1μm atau kurang.
Pengukuhan salutan: Lapisan timah disyorkan untuk bahan serat kaca tinggi (seperti PA+30% gf) untuk mengurangkan risiko kegagalan meterai yang disebabkan oleh haus.
2. Kemahiran reka bentuk struktur permukaan berpisah
Melangkah/melengkung perpisahan
Senario yang berkenaan: Untuk produk kontur yang kompleks (seperti bahagian dalaman automotif), pemisahan pelbagai langkah digunakan untuk menyebarkan tekanan cair, dan perbezaan ketinggian langkah disyorkan menjadi 0.1 ~ 0.3mm.
Reka bentuk mengelakkan: 0.02 ~ 0.05mm mengelakkan dibuat di kawasan yang tidak dimasukkan untuk mengurangkan kawasan hubungan untuk meningkatkan tekanan tempatan (prinsipnya sama dengan pengedap O-ring).
Penyelarasan mekanisme pengapit
Pengunci Chamfer: Tambah chamfer 5 ° ~ 10 ° di luar permukaan perpisahan untuk menjana daya radial untuk meningkatkan meterai apabila acuan ditutup (perlu bekerjasama dengan pengiraan sudut pengunci diri chamfer).
Penyumbat Mikro: Reka bentuk A 0.3 ~ 0.5mm penyumbat di pinggir permukaan perpisahan untuk memotong laluan aliran cair (serupa dengan meterai labirin).
3. Reka bentuk pampasan bahan dan proses
Pampasan ubah bentuk haba
Perbezaan suhu pra-pembetulan: Menurut perbezaan suhu acuan (seperti 60 ℃ untuk acuan tetap dan 40 ℃ untuk acuan bergerak), 0.02 ~ 0.05mm pampasan perang terbalik dikhaskan pada permukaan perpisahan.
Penguatan Tempatan: Blok keluli tungsten (kekerasan HRA90) dimasukkan ke dalam kawasan limpahan (seperti berhampiran pintu gerbang) untuk menahan ubah bentuk rayap haba.
Keseimbangan ekzos dan pengedap
Reka bentuk alur ekzos: Alur ekzos dengan kedalaman 0.02 ~ 0.04mm dan lebar 5 ~ 10mm dibuka pada akhir permukaan perpisahan ke gas ekzos dan menghalang cair.
Penyerapan vakum: Untuk bahagian berdinding nipis yang besar (seperti kerang telefon bimbit), saluran vakum (φ1 ~ 2mm) boleh ditetapkan pada permukaan perpisahan, dan vakum ditarik untuk meningkatkan meterai apabila acuan ditutup.
Sebelumnya:Pengenalan ukiran acuan