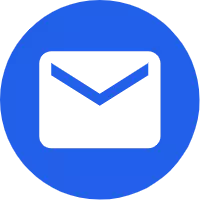
Masalah biasa dengan acuan pemutus mati
Mengawal suhu permukaan acuan pemutus mati sangat penting untuk menghasilkan casting mati berkualiti tinggi. Suhu acuan pemutus yang tidak sekata atau tidak sesuai juga akan membawa kepada dimensi pemutus yang tidak stabil, ubah bentuk casting yang dikeluarkan semasa pengeluaran, dan kecacatan seperti tekanan haba, acuan melekat, kemurungan permukaan, pengecutan dalaman dan gelembung panas. Apabila perbezaan suhu acuan adalah besar, ia akan mempunyai tahap kesan yang berbeza terhadap pembolehubah dalam kitaran pengeluaran, seperti masa pengisian, masa penyejukan dan masa penyemburan.
1). Garis sejuk:
Sebab: Suhu di bahagian depan sup cair terlalu rendah, dan terdapat jejak apabila bertindih.
Kaedah Penambahbaikan:
1. Periksa sama ada ketebalan dinding terlalu nipis (reka bentuk atau pembuatan), dan kawasan yang lebih nipis harus diisi secara langsung.
2. Periksa sama ada bentuknya tidak mudah diisi; Jaraknya terlalu jauh, kawasan tertutup (seperti sirip, protrusions), kawasan yang disekat, dan fillet kecil tidak mudah diisi. Dan perhatikan sama ada terdapat tulang rusuk atau tempat sejuk.
3. Memendekkan masa pengisian. Kaedah untuk memendekkan masa pengisian: ...
4. Tukar mod pengisian.
5. Kaedah untuk meningkatkan suhu acuan: ...
6. Meningkatkan suhu cair.
7. Semak komposisi aloi.
8. Membesarkan saluran melarikan diri boleh membantu.
9. Menambah peranti vakum mungkin membantu.
2). Keretakan:
Sebab:
1. Tekanan pengecutan.
2. Retak kerana memaksa semasa lemparan atau pemangkasan.
Kaedah Penambahbaikan:
1. Membesarkan fillet.
2. Periksa jika terdapat tempat panas.
3. Tukar masa rangsangan (mesin ruang sejuk).
4. Meningkatkan atau memendekkan masa penutupan acuan.
5. Meningkatkan sudut draf.
6. Tambah pin ejektor.
7. Periksa jika acuan itu salah atau cacat.
8. Semak komposisi aloi.
3). Keliangan:
Sebab: 1. Udara bercampur dengan logam cair.
2. Sumber gas: Semasa lebur, dalam paip bahan, dalam acuan, ejen pelepasan.
Kaedah Penambahbaikan:
1. Kelajuan perlahan yang sesuai.
2. Periksa jika pelari bertukar lancar dan dipotong adalah kawasan secara beransur -ansur menurun?
3. Periksa sama ada kawasan bolong cukup besar, sama ada ia disekat, dan sama ada ia terletak di tempat pengisian terakhir.
4. Periksa sama ada agen pelepasan disembur terlalu banyak dan sama ada suhu acuan terlalu rendah.
5. Gunakan vakum.
4). Peronggaan:
Sebab: Oleh kerana penurunan tekanan secara tiba -tiba, gas dalam sup cair tiba -tiba berkembang dan memberi kesan kepada acuan, menyebabkan kerosakan acuan.
Kaedah Penambahbaikan:
Jangan ubah kawasan keratan rentas saluran aliran tiba-tiba.
5). Pengecutan:
Sebab: Apabila logam menguatkan dari cecair ke pepejal, ruang yang diduduki menjadi lebih kecil. Sekiranya tiada logam penambahan logam akan membentuk lubang pengecutan. Biasanya berlaku di kawasan pemejalan yang lebih perlahan.
Kaedah Penambahbaikan:
1. Meningkatkan tekanan.
2. Tukar suhu acuan. Penyejukan tempatan, ejen pelepasan semburan, suhu acuan yang lebih rendah, dan sebagainya. Kadang -kadang ia hanya mengubah lokasi lubang pengecutan, tidak menghilangkannya.
6). Mengupas:
Sebab:
1. Mod pengisian yang lemah, mengakibatkan pertindihan logam cair.
2. Deformasi acuan, mengakibatkan pertindihan logam cair.
3. Kemasukan lapisan oksida.
Kaedah Penambahbaikan:
1. Beralih ke kelajuan tinggi awal.
2. Memendekkan masa pengisian.
3. Perubahan mod pengisian, kedudukan pintu, kelajuan pintu.
4. Periksa sama ada kekuatan acuan mencukupi.
5. Periksa sama ada peranti acuan pin adalah baik.
6. Periksa sama ada terdapat lapisan oksida.
7). Riak:
Alasan: Lapisan pertama sup cair sejuk dengan cepat di permukaan, dan lapisan kedua sup cair mengalir dan gagal mencairkan lapisan pertama, tetapi mempunyai fusion yang cukup, menghasilkan struktur yang berbeza.
Kaedah Penambahbaikan:
1. Meningkatkan mod pengisian.
2. Memendekkan masa pengisian.
8). Lubang yang disebabkan oleh aliran yang lemah:
Sebab: Sup cair mengalir terlalu perlahan, atau terlalu sejuk, atau mengisi coraknya adalah buruk, jadi ada lubang pada sendi logam yang kukuh.
Kaedah Penambahbaikan:
1. Sama seperti kaedah untuk meningkatkan garis sejuk.
2. Periksa sama ada suhu cair stabil.
3. Periksa sama ada suhu acuan stabil.
9). Lubang di permukaan perpisahan:
Sebab: Ia mungkin pengecutan atau lubang udara.
Kaedah Penambahbaikan:
1. Jika ia mengecut, mengurangkan ketebalan pintu atau ketebalan masuk yang baik.
2. Sejuk pintu.
3. Jika lubang udara, perhatikan masalah ekzos atau udara.
10). Burrs:
Sebab: 1.
2. Pengapit acuan yang lemah.
3. Kekuatan acuan yang tidak mencukupi.
4. Terlalu tinggi suhu cair.
11). Pengecutan:
Sebab: Pengecutan berlaku di bawah permukaan bahagian yang ditekan.
Kaedah Penambahbaikan:
1. Sama seperti kaedah untuk meningkatkan pengecutan.
2. Penyejukan tempatan.
3. Panaskan sisi lain.
12). Pemendapan karbon:
Sebab: Ejen pelepasan atau kekotoran lain berkumpul pada acuan.
Kaedah Penambahbaikan:
1. Mengurangkan jumlah agen pelepasan yang disembur.
2. Meningkatkan suhu acuan.
3. Pilih ejen pelepasan yang sesuai.
4. Gunakan ejen pelepasan yang lembut dengan air.
13). Bubbling:
Sebab: Gulung gas di bawah permukaan pemutus.
Kaedah Penambahbaikan:
1. Kurangkan gulungan udara (sama seperti liang).
2. Sejuk atau mencegah suhu acuan rendah.
14). Acuan melekat:
Sebab: 1. Deposit zink mematuhi permukaan acuan.
2. Sup sup cecair memberi kesan kepada acuan, menyebabkan kerosakan pada permukaan acuan.
Kaedah Penambahbaikan:
1. Mengurangkan suhu acuan.
2. Kurangkan kekasaran permukaan potong.
3. Meningkatkan sudut draf.
4. Salutan.
5. Tukar mod pengisian.