produk
- Perkhidmatan Penyesuaian Teras
- Penjagaan Kesihatan
- Perkakas dan Instrumen Elektronik
- Acuan Bekalan Ibu dan Anak
- Sukan Rekreasi
- Seni Kelengkapan Rumah
- Aksesori Auto
- Pengangkutan dan Pergudangan
- Lekapan Pencahayaan
- Peralatan Pembinaan
- Produk Pembungkusan
- Pendidikan & Makmal
- Aksesori Bagasi Pakaian
- Produk Penjagaan dan Pembersihan
- Pertanian & Perhutanan
- Peralatan Mekanikal
- Bekalan Haiwan Kesayangan
- Peralatan dapur







Pengacuan mesin menggoreng
Ningbo (P&M) Plastic Metal Products Co., Ltd. mempunyai 17 tahun teknologi pembuatan acuan dan boleh menyesuaikan acuan mesin menggoreng. Kami menyediakan perkhidmatan pengacuan mesin menggoreng tersuai profesional, dan kami adalah pengeluar acuan mesin menggoreng profesional. Kami mempunyai pengalaman yang mencukupi dalam memilih bahan mentah produk dan bahan acuan. Dalam proses menyesuaikan acuan mesin menggoreng, kilang kami boleh menyediakan perkhidmatan sehenti. Kami mempunyai keupayaan reka bentuk dan pengeluaran yang berkaitan dengan pengacuan mesin menggoreng, seperti: reka bentuk CAD, pembuatan acuan, pengacuan suntikan, pengeluaran produk plastik, pemasangan dan teknologi lain. Di samping itu, syarikat kami telah menjalin hubungan kerjasama dengan pembekal bahan mentah plastik, pengeluar percetakan, dan lain-lain untuk memastikan bekalan bahan mentah dan kualiti cetakan.
Hantar Pertanyaan
Penerangan Produk
Melalui pengalaman kami yang kaya dan rantaian bekalan yang sempurna, syarikat kami boleh menyediakan pelanggan dengan produk acuan mesin goreng tersuai berkualiti tinggi untuk memenuhi keperluan khusus mereka. Pada masa yang sama, kami mempunyai 10 tahun pengalaman perkhidmatan perdagangan asing profesional, memahami proses perdagangan asing, dan memberi perkhidmatan yang lebih baik kepada pelanggan kami. Untuk produk acuan mesin menggoreng, kami boleh membuat bahagian plastik yang sepadan, yang kebanyakannya dilakukan melalui acuan suntikan.




Komponen plastik penggoreng dalam terutamanya termasuk panel luar, panel kawalan, pemegang, tombol, penutup cawan minyak, kurungan dulang titisan, penutup motor, tapak suis dan sokongan dalaman. Komponen ini beroperasi dalam persekitaran yang unik yang dicirikan oleh kedekatan yang berpanjangan dengan sumber haba suhu tinggi, pendedahan kepada kabus minyak yang menghakis, dan kitaran pemanasan dan penyejukan pantas yang kerap. Tambahan pula, bahagian tertentu memerlukan sentuhan langsung dengan minyak masak dan mesti memenuhi piawaian keselamatan gred makanan. Akibatnya, keperluan untuk rintangan haba, rintangan minyak, kestabilan dimensi, kalis nyalaan, dan keselamatan sentuhan makanan untuk komponen ini adalah lebih ketat daripada keperluan untuk plastik perkakas rumah standard. Proses pengacuan suntikan untuk bahagian-bahagian ini mesti berpusat pada lima prinsip kawalan teras: rintangan suhu tinggi, rintangan ubah bentuk, rintangan minyak, kestabilan dimensi, dan pematuhan keselamatan dan alam sekitar. Pertimbangan utama khusus digariskan di bawah.
Pemilihan bahan mesti mengutamakan pematuhan keperluan untuk rintangan haba, rintangan minyak, keselamatan gred makanan dan kalis api. Untuk komponen estetik dan galas beban—seperti perumah luaran, panel dan pemegang—bahan yang biasa digunakan termasuk ABS kalis haba, PP berimpak tinggi dan PP bertetulang gentian kaca. Bahan-bahan ini mesti mempunyai penarafan rintangan haba 90–120°C untuk mengelakkan pelembutan atau ubah bentuk apabila terletak berhampiran elemen pemanas. ABS kalis haba menawarkan ketegaran yang sangat baik, kilauan permukaan yang tinggi dan ketahanan terhadap kakisan kabus minyak, menjadikannya sesuai untuk perumah model mewah. PP, dengan ketumpatan rendah, rintangan unggul terhadap minyak dan gris, dan kos sederhana, adalah pilihan bahan utama untuk pemegang, alas dan penutup pelindung; penambahan kumpulan induk anti-penuaan boleh memanjangkan lagi hayat perkhidmatan termanya. Untuk komponen struktur ketepatan—seperti panel kawalan, tapak suis dan kurungan motor—bahan seperti adunan PC/ABS atau PA66 bertetulang dipilih. PC/ABS menawarkan rintangan haba dan rintangan rayapan yang sangat baik, menjadikannya sesuai untuk bahagian yang mengalami tekanan mekanikal yang berterusan, manakala PA66 memberikan kekuatan tinggi dan kestabilan terma, menjadikannya ideal untuk pemasangan kurungan dan mekanisme penghantaran. Jika komponen bersentuhan langsung dengan minyak masak atau produk makanan, ia mesti dikilangkan menggunakan PP gred makanan atau ABS gred makanan untuk memastikan pematuhan piawaian bahan sentuhan makanan dan untuk menjamin ketiadaan logam berat atau sebatian organik meruap yang berbahaya. Akhir sekali, memandangkan penggoreng dalam diklasifikasikan sebagai peralatan pemanas elektrik, sebahagian besar komponen strukturnya dikehendaki memenuhi piawaian kalis api UL94 V-0 untuk mengurangkan risiko bahaya kebakaran yang berkaitan dengan operasi suhu tinggi. Mengenai prarawatan bahan mentah, ABS, PC/ABS, dan PA66 mempamerkan hygroscopicity yang kuat; ia mesti dikeringkan pada suhu 80–90°C selama 3–4 jam—menjaga kandungan lembapan di bawah 0.03%—untuk mengelakkan pembentukan jalur perak dan buih semasa pengacuan suhu tinggi. PP, mempunyai hygroscopicity rendah, secara amnya tidak memerlukan pengeringan; walau bagaimanapun, dalam persekitaran lembap, ia harus menjalani pemanasan awal suhu rendah untuk mengelakkan tanda air permukaan dan ikatan yang lemah.
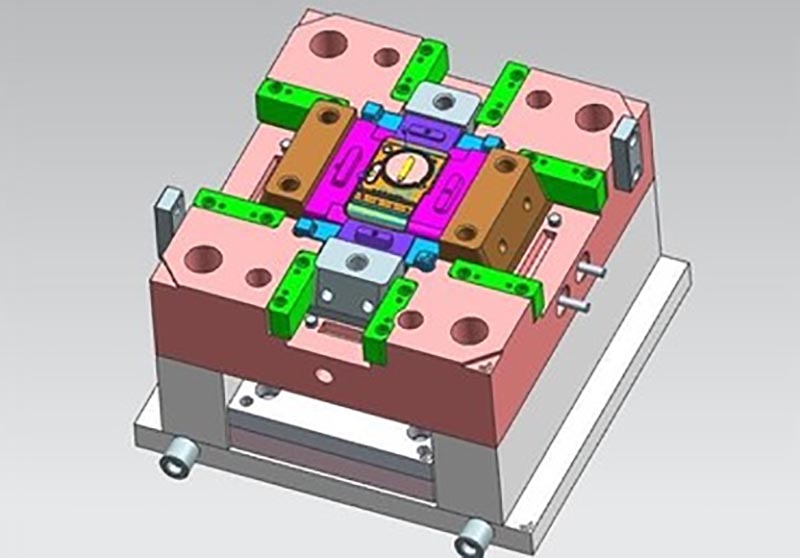
Reka bentuk acuan tertumpu terutamanya pada menangani isu yang berkaitan dengan pengecutan suhu tinggi, pengacuan rongga dalam, pelesapan dan pengudaraan haba, dan integriti struktur. Komponen plastik penggoreng biasanya mempunyai rongga dalam, permukaan rata yang besar, dan tulang rusuk yang menguatkan; akibatnya, garisan pemisah acuan mesti diposisikan jauh dari permukaan estetik dan kawasan pengedap pemasangan. Kelegaan pengapit acuan hendaklah dikawal dalam lingkungan 0.02 mm untuk meminimumkan denyar dan burr. Rongga dan teras acuan hendaklah dibina daripada keluli pra-keras yang tahan haus—seperti 718 atau S136—dan digilap sehingga kekasaran permukaan Ra 0.05 μm untuk memastikan kemasan licin yang tahan kotoran minyak dan mudah dibersihkan. Untuk panel rata yang besar, tulang rusuk pengukuhan mesti disusun secara strategik dengan ketebalan yang sama dengan 50%–60% daripada ketebalan dinding utama untuk mengelakkan ledingan dan ubah bentuk semasa operasi suhu tinggi. Lubang pemasangan, pemasangan snap dan tiang penentududukan hendaklah menggunakan struktur pin sisipan, dengan toleransi dimensi dikawal dalam ±0.05–0.1 mm untuk memastikan pemasangan selamat dan stabil.
Sistem gating biasanya menggunakan pelari panas atau titik suntikan sisi pintu besar; perumahan bersaiz besar selalunya menggunakan gating berbilang titik untuk memastikan pengisian cair yang cepat dan seragam, dengan itu meminimumkan garisan kimpalan yang dikaitkan dengan laluan aliran panjang. Sistem penyejukan amat kritikal; saluran air yang beredar mesti diagihkan secara seragam ke seluruh rongga acuan, dengan peningkatan ketumpatan di kawasan yang mempunyai permukaan rata yang besar atau dinding tebal, untuk mengelakkan terlalu panas setempat yang boleh menyebabkan pengecutan tidak sekata. Semasa membentuk komponen penggoreng, udara terdedah kepada terperangkap dalam rongga dalam, struktur rusuk dan sudut. Tambahan pula, memandangkan bahan itu terdedah kepada penguraian pada suhu tinggi, slot pengudaraan—berukuran 0.02–0.03 mm—mesti digabungkan pada bahagian hadapan aliran untuk mengelakkan pukulan pendek, terik dan coretan udara. Untuk potongan bawah dan ciri pasang snap pada pemegang dan cengkerang perumahan, teras gelongsor atau ejektor bersudut harus digunakan untuk memastikan pembongkaran lancar tanpa menyebabkan tanda seretan atau pemutihan tekanan.
Parameter proses pengacuan suntikan tertumpu kepada mencapai kestabilan suhu tinggi, tegasan dalaman yang rendah dan rintangan kepada ubah bentuk. Pemilihan peralatan melibatkan mesin pengacuan suntikan 120–500 tan, dengan isipadu suntikan dipadankan dengan saiz bahagian plastik. Tetapan suhu menggunakan profil kecerunan: untuk PP, suhu tong ditetapkan kepada 190–220°C dan suhu acuan kepada 40–60°C untuk mengawal pengecutan penghabluran dan meminimumkan ubah bentuk; untuk ABS tahan haba, tong adalah pada 230–260°C dan acuan pada 60–75°C untuk meningkatkan kilauan permukaan dan rintangan haba; dan untuk PC/ABS, tong adalah pada 240–270°C dan acuan pada 70–85°C untuk mengurangkan tekanan dalaman. Kelajuan suntikan dikawal secara berperingkat: fasa kelajuan rendah awal menghalang jet; fasa pertengahan fasa berkelajuan tinggi memudahkan pengisian; dan fasa berkelajuan rendah terakhir mengekalkan tekanan yang stabil untuk mengelakkan terperangkap udara dan terik.
Tekanan suntikan ditetapkan antara 80–140 MPa, bergantung pada ketebalan dinding dan struktur bahagian; tekanan dinaikkan dengan sewajarnya untuk bahagian berdinding tebal dan rongga dalam. Tekanan penahanan ditetapkan kepada 60%–80% daripada tekanan suntikan, dengan masa penahanan selama 10–25 saat, memfokuskan pada mengimbangi pengecutan dalam bahagian berdinding tebal dan ciri pemasangan untuk menghilangkan tanda sinki dan lekukan. Tekanan belakang dikekalkan pada 3–8 MPa untuk memastikan pemplastikan cair yang seragam. Masa penyejukan ditetapkan antara 20–40 saat berdasarkan ketebalan dinding, memastikan produk menjadi pejal sepenuhnya dan kekal bebas daripada ubah bentuk atau lekatan acuan semasa lontar. Ejection menggunakan gabungan plat ejector dan pin untuk memastikan pengagihan daya seragam, dengan itu menghalang "pemutihan" (tanda tekanan) dan retak.
Pemeriksaan pasca pemprosesan dan kualiti dijalankan dengan mematuhi piawaian keselamatan perkakas rumah. Selepas pengacuan, pintu pagar, kilat, dan burr dikeluarkan; bahagian kosmetik diperiksa untuk sisihan warna, calar, dan garisan kimpalan; manakala bahagian struktur diperiksa untuk ketepatan dimensi, kekuatan snap-fit dan ketepatan kedudukan lubang pelekap. Bahagian tahan haba menjalani ujian suhu tinggi, yang memerlukannya kekal bebas daripada pelembutan, ubah bentuk atau retak selepas terdedah kepada persekitaran 90–110°C selama 2–4 jam. Bahagian kalis api menjalani ujian kemudahbakaran standard untuk memastikan ia padam sendiri serta-merta selepas dialih keluar daripada sumber nyalaan. Komponen gred sentuhan makanan menjalani ujian bau dan migrasi untuk memastikan ketiadaan bau yang menyinggung atau pembebasan bahan toksik. Mengenai pencegahan dan kawalan kecacatan biasa: Ledingan suhu tinggi disebabkan terutamanya oleh penyejukan yang tidak sekata atau suhu acuan yang tidak betul; ini memerlukan mengoptimumkan saluran penyejukan dan memanjangkan masa penyejukan. Tanda sinki dan lekukan terhasil daripada tekanan penahan yang tidak mencukupi atau rusuk yang terlalu tebal; tekanan pegangan harus ditingkatkan, dan reka bentuk struktur dioptimumkan. Kesan terik dan gas berpunca daripada pengudaraan yang lemah; saluran bolong mesti dibersihkan, dan kelajuan suntikan dikurangkan semasa peringkat akhir. Garisan dan buih perak disebabkan oleh kelembapan dalam bahan mentah; Oleh itu prosedur pengeringan yang ketat adalah wajib. Akhir sekali, denyar disebabkan oleh daya pengapit atau haus acuan yang tidak mencukupi; daya pengapit mesti ditingkatkan, dan garis perpisahan acuan dibaiki.
Kami adalah pengeluar acuan mesin goreng, menyediakan pembuatan acuan mesin goreng berkualiti tinggi. Selagi anda ingin menyesuaikan/membangunkan produk acuan mesin menggoreng, anda boleh mencari kami. Kami mempunyai reka bentuk acuan suntikan profesional dan teknologi pembuatan matang, memberikan anda perkhidmatan sehenti, daripada reka bentuk produk-membuat acuan-pengeluaran produk-pembungkusan produk-pengangkutan produk, kami boleh membantu anda dalam setiap pautan. Selagi anda datang kepada kami, kami akan memberikan anda perkhidmatan terbaik dan memuaskan hati anda dari segi kualiti produk, masa pengeluaran, dialog maklumat, dsb.
|
Nama Produk |
Pengacuan treadmill |
|
Pls sediakan |
2D, 3D, sampel atau saiz gambar berbilang sudut |
|
Masa Acuan |
20-35 Hari |
|
Masa produk |
7-15 Hari |
|
Ketepatan acuan |
+/-0.01mm |
|
Kehidupan acuan |
50-100 juta pukulan |
|
Proses Penghasilan |
Lukisan audit - analisis aliran acuan - pengesahan reka bentuk - Bahan Tersuai - pemprosesan acuan - pemprosesan teras - pemesinan elektrod - Sistem pelari pemprosesan - pemprosesan bahagian dan perolehan - penerimaan pemesinan - rongga proses rawatan permukaan - mod kompleks Mati - Keseluruhan salutan permukaan acuan - Plat pemasangan - sampel acuan - ujian sampel - penghantaran sampel |
|
Rongga acuan |
Satu rongga, berbilang rongga atau sama produk yang berbeza dibuat bersama-sama |
|
Bahan acuan |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Sistem pelari |
Pelari panas dan pelari sejuk |
|
Bahan asas |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Selesai |
Mengadu perkataan, cermin selesai, permukaan matte, striae |
|
Standard |
HASCO, DME atau bergantung kepada |
|
Teknologi utama |
Pengilangan, pengisaran, CNC, EDM, wayar pemotongan, ukiran, EDM, pelarik, kemasan permukaan, dll. |
|
Perisian |
CAD,PRO-E,UG Masa Reka Bentuk: 1-3 hari (keadaan biasa) |
|
Bahan produk |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Sistem kualiti |
ISO9001:2008 |
|
Tetapkan masa |
20 hari |
|
peralatan |
CNC, EDM, Memotong Mesin, jentera plastik, dll acuan beg plastik zhe jiang |


Pembuatan Acuan Suntikan Plastik

Spesifikasi acuan plastik

Reka bentuk acuan:



Proses transaksi:

Ujian acuan:


Pembungkusan produk

Kilang
Kami adalah kilang acuan plastik tersuai. Kilang kami adalah pembuat acuan suntikan plastik. kami mempunyai 17 tahun pengalaman dalam acuan plastik tersuai profesional dan 10 tahun pengalaman perdagangan asing. Kami adalah pembekal acuan plastik tersuai. Kami boleh menyediakan perkhidmatan Acuan Plastik tersuai. Kilang kami boleh membuat bahagian plastik acuan Suntikan, dan kualiti produk akan memuaskan hati anda.
Kami mempunyai lebih daripada 50 mesin mewah dan beratus-ratus jurutera dan pereka. Kami boleh menyediakan perkhidmatan sehenti, dari reka bentuk produk - membuat acuan - pengeluaran produk - pembungkusan produk - pengangkutan. Kami mempunyai rantaian pengeluaran yang lengkap. Kami boleh memenuhi semua keperluan anda.
Perkhidmatan yang kami sediakan:
Perkhidmatan acuan tersuai profesional, Reka bentuk acuan plastik dan pembuatan .pengeluaran produk plastik, reka bentuk produk, reka bentuk acuan, penyesuaian acuan tamparan, penyesuaian acuan putaran, penyesuaian acuan die-casting. Perkhidmatan percetakan 3D, perkhidmatan pembuatan CNC, pembungkusan produk, pembungkusan tersuai, perkhidmatan penghantaran.










Kami sentiasa mematuhi prinsip kualiti dahulu dan masa dahulu. Semasa menyediakan pelanggan dengan produk berkualiti tinggi, cuba memaksimumkan kecekapan pengeluaran dan memendekkan masa pengeluaran. Kami berbesar hati untuk memberitahu setiap pelanggan bahawa syarikat kami tidak kehilangan mana-mana pelanggan sejak penubuhannya. Jika terdapat masalah dengan produk, kami akan mencari penyelesaian secara aktif dan bertanggungjawab hingga akhir.

Soalan Lazim
S1: Adakah anda syarikat perdagangan atau pengilang?
A: Kami adalah pengilang.
S2. Bilakah saya boleh mendapatkan sebut harga?
A: Kami biasanya memetik dalam tempoh 2 hari selepas kami mendapat pertanyaan anda.
Jika anda sangat mendesak, sila hubungi kami atau beritahu kami dalam e-mel anda supaya kami boleh sebut harga untuk anda terlebih dahulu.
S3. Berapa lama masa utama untuk acuan?
J: Semuanya bergantung pada saiz dan kerumitan produk. Biasanya, masa utama ialah 25 hari.
S4. Saya tidak mempunyai lukisan 3D, bagaimana saya harus memulakan projek baharu?
J: Anda boleh membekalkan kami sampel acuan, kami akan membantu anda menyelesaikan reka bentuk lukisan 3D.
S5. Sebelum penghantaran, bagaimana untuk memastikan kualiti produk?
J: Jika anda tidak datang ke kilang kami dan juga tidak mempunyai pihak ketiga untuk pemeriksaan, kami akan menjadi pekerja pemeriksaan anda.
Kami akan membekalkan anda video untuk butiran proses pengeluaran termasuk laporan proses, struktur saiz produk dan butiran permukaan, butiran pembungkusan dan sebagainya.
S6. Apakah syarat pembayaran anda?
A: Pembayaran Acuan: 40% deposit oleh T/T terlebih dahulu, 30% pembayaran acuan kedua sebelum menghantar sampel percubaan pertama, baki acuan 30% selepas anda bersetuju dengan sampel akhir.
B: Pembayaran Pengeluaran: 50% deposit terlebih dahulu, 50% sebelum menghantar barang akhir.
S7: Bagaimanakah anda membuat perniagaan kami menjadi hubungan jangka panjang dan baik?
J:1. Kami mengekalkan kualiti yang baik dan harga yang kompetitif untuk memastikan pelanggan kami mendapat manfaat untuk produk berkualiti terbaik.
2. Kami menghormati setiap pelanggan sebagai rakan kami dan kami ikhlas menjalankan perniagaan dan berkawan dengan mereka, tidak kira dari mana mereka datang.
Teg Panas: Acuan mesin menggoreng, China, Pengilang, Pembekal, Kilang, Disesuaikan, Borong, Beli, Kualiti, Jualan Terkini, Buatan China
Kategori Berkaitan
Perkakas Pandang Dengar
Peralatan kesihatan
Peralatan rumah
Keperluan peribadi
Peralatan digital
Peralatan dapur
Peralatan bilik mandi
Peralatan mesra alam
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.